-
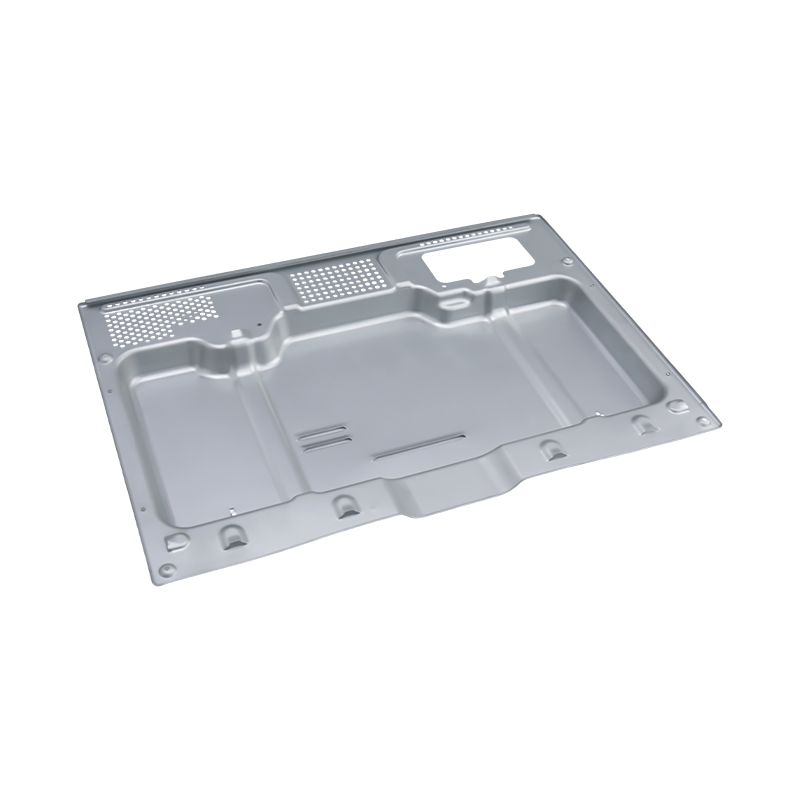
Pièces d'emboutissage au four haut de gamme
Nos pièces d'estampage pour four haut de g...
-
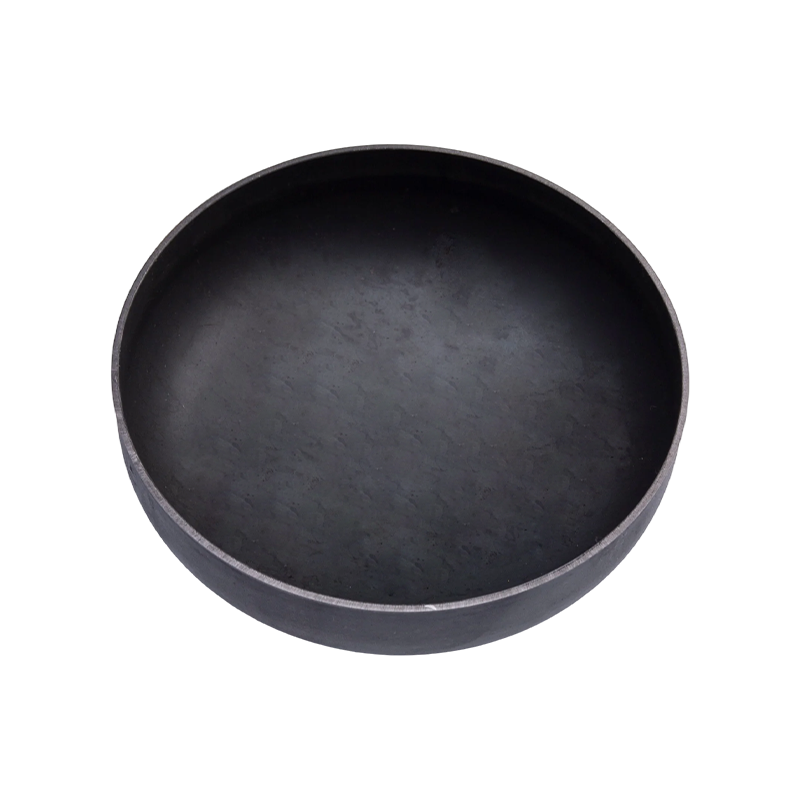
Pièces d'emboutissage d'extrémité de réservoir de gaz
Les pièces d'emboutissage d'extrémité...
-
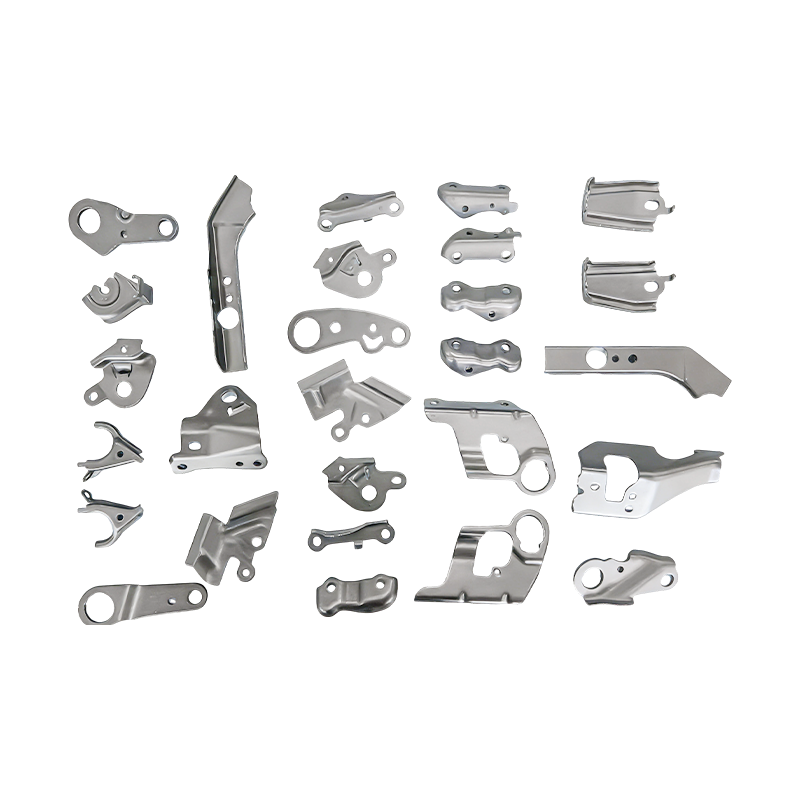
Pièces d'estampage progressif de petites pièces automobiles
Nos pièces d'estampage progressif pour pet...
-
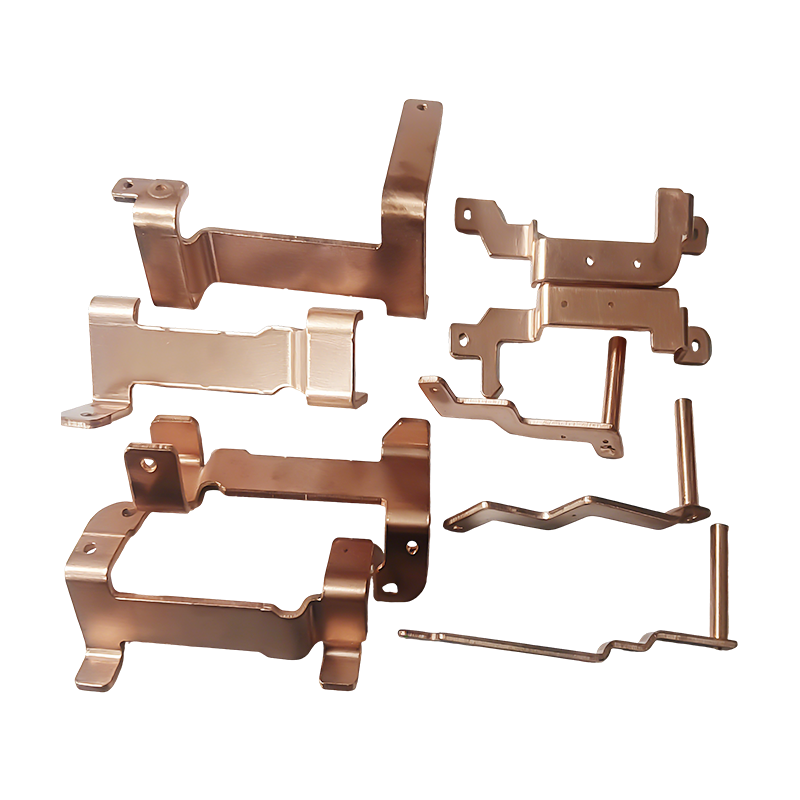
Pièces d'estampage de barres omnibus en cuivre pour véhicules à énergie nouvelle
Les pièces d'estampage de barres omnibus e...
-
Pièces d'estampage pour ordinateur portable
Nos pièces d'estampage pour ordinateurs po...
-
Pièces d'estampage de siège de voiture
Les pièces d'estampage de sièges d'au...
Nouvelles de l'industrie
Accueil / Actualités / Nouvelles de l'industrie / Pièces d'emboutissage en métal : types et applications
Pièces d'emboutissage en métal : types et applications
2026-04-27
Que sont les pièces d'emboutissage en métal et pourquoi la précision est importante
Pièces d'emboutissage en métal sont des composants fabriqués en appliquant une force contrôlée via des matrices et des poinçons sur des tôles plates, transformant la matière première en éléments structurels et fonctionnels de forme précise grâce à des opérations telles que le découpage, le perçage, le pliage, l'emboutissage et le frappe. Contrairement à l'usinage, qui enlève de la matière pour obtenir la géométrie, l'emboutissage déplace et forme le métal, ne générant pratiquement aucun déchet de matière au stade de la découpe et permettant des temps de cycle mesurés en fractions de seconde par pièce. La combinaison de vitesse, de répétabilité et de cohérence dimensionnelle fait de l’emboutissage du métal le processus de fabrication dominant partout où de grands volumes de composants en tôle sont nécessaires.
La précision est la caractéristique déterminante qui sépare l’emboutissage de qualité industrielle du travail de tôlerie de base. Dans des applications telles que l'électronique grand public, les assemblages automobiles et les appareils électroménagers, les composants estampés doivent respecter des tolérances aussi strictes que ±0,05 mm sur les dimensions critiques, avec des écarts de planéité contrôlés à moins de 0,1 mm sur toute la surface de la pièce. Atteindre ces spécifications de manière cohérente sur des séries de production de centaines de milliers de pièces nécessite un outillage de matrice progressif conçu avec une précision au niveau du micron, des systèmes de presse servocommandés avec surveillance du tonnage en temps réel et une inspection par vision en ligne capable de détecter la hauteur des bavures, l'écart de position des trous et les défauts de surface à la vitesse de production.
Les matériaux traités lors de l’emboutissage des métaux couvrent un large spectre. L'acier laminé à froid (SPCC, DC01), les tôles électrogalvanisées, l'acier galvanisé à chaud, les nuances d'acier inoxydable 304 et 430, les alliages d'aluminium 1050 et 5052, les alliages de cuivre et le cuivre-béryllium sont tous régulièrement estampés en fonction des exigences mécaniques, de résistance à la corrosion et de conductivité de l'application cible. La sélection des matériaux affecte directement le taux d'usure de la matrice, le comportement au retour élastique, la qualité de la finition de surface et les processus de finition en aval (placage, anodisation, revêtement en poudre) qu'exigera l'emboutissage fini.
Pièces d'emboutissage électronique : la précision au cœur des appareils modernes
Pièces d'estampage électronique représentent l’un des segments les plus techniquement exigeants de l’industrie de l’emboutissage des métaux. Les composants produits pour les assemblages de cartes de circuits imprimés, les connecteurs, les bornes, les boîtiers de blindage EMI, les contacts de batterie, les boîtiers de commutateurs et les supports de capteurs doivent combiner une précision dimensionnelle submillimétrique avec des propriétés de performances électriques, thermiques et mécaniques spécifiques, le tout dans le cadre des contraintes de coûts sévères des marchés concurrentiels de l'électronique grand public.
Les bornes de connecteur et les ressorts de contact comptent parmi les pièces d'estampage électronique les plus difficiles à fabriquer. Fabriquées à partir de bronze phosphoreux, de cuivre au béryllium ou de bandes de laiton dans des épaisseurs de 0,1 mm à 0,5 mm, ces pièces nécessitent des matrices progressives à plusieurs étages qui découpent simultanément le profil, forment la géométrie du ressort et matricent la surface de contact en un seul coup de presse. La force de contact, la durabilité des cycles d'insertion/retrait et la résistance de contact (généralement requises en dessous de 10 mΩ après 1 000 cycles d'insertion) sont validées par des protocoles de test spécifiques à l'application plutôt que par des certificats de matériaux génériques.
Boîtiers de blindage EMI et boîtiers RF
Les boîtiers de blindage EMI sont des pièces d'estampage électronique à paroi mince formées de nickel-argent, d'acier laminé à froid ou de tôle d'acier inoxydable d'une épaisseur de 0,15 à 0,3 mm. Leur fonction est de contenir les émissions radiofréquences des modules de processeurs à grande vitesse, des circuits intégrés de communication sans fil et des circuits de gestion de l'alimentation sur des PCB densément peuplés. La précision dimensionnelle du périmètre et de la hauteur de la boîte est essentielle : des espaces dépassant 0,1 mm au niveau de la bride d'assise créent des ouvertures qui compromettent l'efficacité du blindage de 10 à 20 dB aux fréquences supérieures à 1 GHz, dégradant directement les performances radio de l'appareil et pouvant entraîner un échec de certification réglementaire.
Contacts de batterie et bornes à ressort
Les ressorts de contact de la batterie dans les appareils portables doivent fournir une force de contact constante tout au long du cycle de vie d'insertion et de retrait de la batterie – généralement 500 à 1 000 cycles pour les appareils grand public. Les pièces d'estampage électronique de cette catégorie sont fabriquées en acier inoxydable ou en bronze phosphoreux avec un placage d'or ou de nickel appliqué sur la pointe de contact. La géométrie du ressort (en porte-à-faux, enroulé ou plié) est optimisée grâce à une simulation par éléments finis lors de la conception de l'outil pour garantir que la force de contact reste dans la fenêtre spécifiée (généralement 1 à 3 N) sur toute la pile de tolérance dimensionnelle de la cellule de batterie et du boîtier.
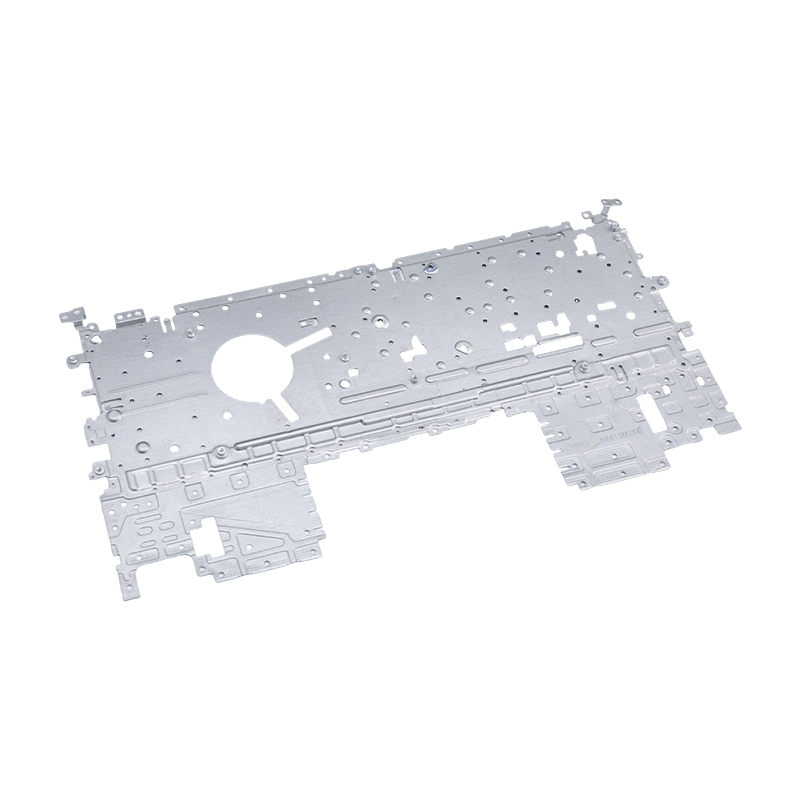
Pièces d'estampage pour ordinateurs portables : précision structurelle dans les assemblages à profil mince
Pièces d'estampage pour ordinateur portable fonctionnent sous un ensemble unique de contraintes qui les distinguent des pièces d’estampage électronique générales. La tendance incessante vers des modèles d'ordinateurs portables plus fins et plus légers - avec des épaisseurs de châssis désormais régulièrement inférieures à 14 mm et un poids total du système inférieur à 1 kg - exige des composants estampés qui offrent une rigidité structurelle maximale avec une épaisseur de matériau minimale, tout en s'inscrivant dans des enveloppes d'assemblage mesurées en dixièmes de millimètre.
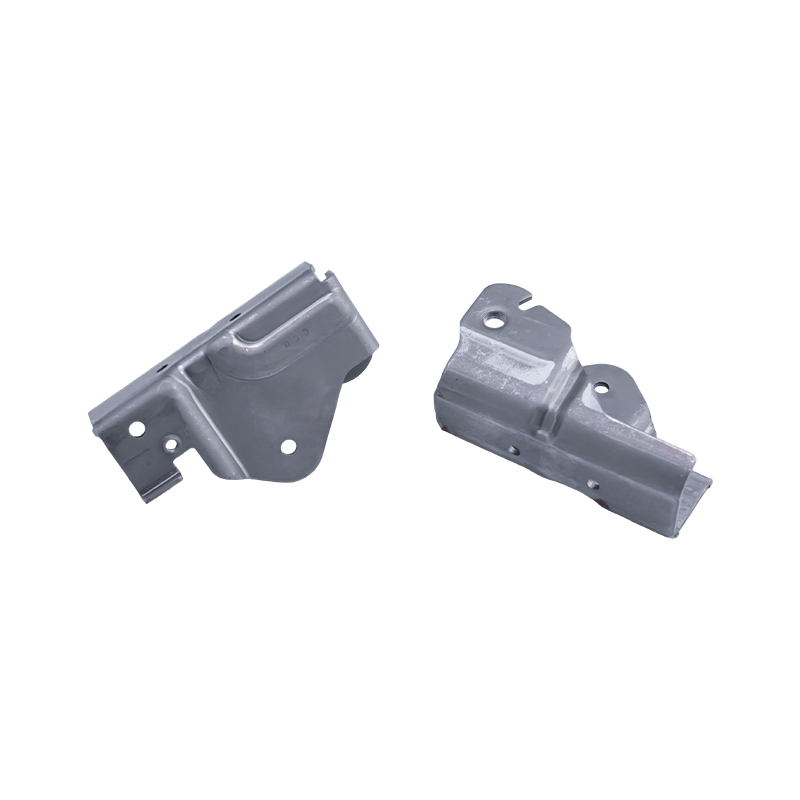
Le support de charnière est l’une des pièces d’estampage d’ordinateur portable les plus exigeantes sur le plan mécanique dans toute conception d’ordinateur portable. Fabriqués à partir d'acier inoxydable à haute résistance ou d'acier laminé à froid avec une résistance à la traction supérieure à 600 MPa, les supports de charnière doivent résister à la charge de fatigue cyclique des opérations d'ouverture et de fermeture du couvercle (généralement évaluées pour 20 000 à 30 000 cycles dans les ordinateurs portables de qualité commerciale) sans déformation permanente ni fissuration de surface. L'estampage progressif suivi d'un poinçonnage au niveau des alésages de charnière garantit que le diamètre d'alésage et la précision de position répondent aux exigences d'ajustement serré de l'ensemble d'axe de pivot de charnière.
Les supports de renfort internes du châssis, les entretoises de montage de la carte mère, les clips de rétention des modules thermiques et les cadres de support de la plaque arrière du clavier sont des catégories supplémentaires de pièces d'estampage pour ordinateurs portables où la gestion de l'empilement dimensionnel est essentielle. Les tolérances d'assemblage au niveau du système étant mesurées en fractions de millimètre, chaque estampage doit systématiquement atteindre sa fenêtre de tolérance individuelle (généralement ±0,1 mm sur les positions des trous et ±0,05 mm sur les ajustements critiques) pour permettre un assemblage robotisé sans réglage manuel. Des traitements de surface, notamment un placage au nickel autocatalytique, de l'oxyde noir et un revêtement de conversion chimique, sont appliqués à ces pièces pour répondre aux exigences de résistance à la corrosion et de conductivité de mise à la terre.
Pièces d'estampage pour appareils électroménagers : durabilité conçue pour des décennies de service
Les pièces d'estampage pour appareils électroménagers constituent le squelette structurel et fonctionnel de base des réfrigérateurs, des machines à laver, des climatiseurs et des fours à micro-ondes. Contrairement aux appareils électroniques grand public – dont la durée de vie est généralement de trois à cinq ans – les gros appareils électroménagers sont conçus pour dix à quinze ans de fonctionnement continu dans des environnements domestiques qui incluent l’humidité, les cycles de température, les vibrations et l’exposition aux produits chimiques des agents de nettoyage. Les composants métalliques estampés à l’intérieur de ces produits doivent répondre à ces attentes en matière de durabilité.
La sélection des matériaux pour les pièces d’emboutissage des appareils électroménagers reflète cette exigence de longue durée de vie. La tôle d'acier galvanisée (à chaud ou électrogalvanisée) offre une protection contre la corrosion des panneaux intérieurs et des composants du châssis exposés à la condensation et aux agents de nettoyage. La nuance d'acier inoxydable 430 est spécifiée pour les surfaces extérieures visibles et les composants intérieurs du tambour des machines à laver où l'apparence esthétique et la résistance aux taches sont des exigences primordiales. La tôle d'alliage d'aluminium - généralement 3003 ou 5052 - est utilisée dans les ailettes des échangeurs de chaleur et les panneaux avant décoratifs où la réduction du poids et la compatibilité avec l'anodisation sont des priorités.
Rôles structurels : supports, châssis et pièces de connexion
Au sein de l’ensemble d’appareils électroménagers, les pièces d’estampage d’appareils électroménagers remplissent trois fonctions structurelles principales. Les supports de montage de moteur fixent les moteurs internes (compresseurs dans les réfrigérateurs, moteurs d'entraînement dans les machines à laver, moteurs de ventilateur dans les unités intérieures de climatiseur) au cadre de l'appareil avec une rigidité suffisante pour isoler les vibrations et éviter la rupture par fatigue au niveau des fixations pendant toute la durée de vie du produit. Les emboutis de châssis forment le squelette porteur qui supporte le corps de l'appareil, supporte le poids des composants internes et fournit la donnée dimensionnelle à partir de laquelle toutes les opérations d'assemblage sont référencées. Les pièces de connexion relient les principaux sous-ensembles, transférant les charges mécaniques entre le cadre structurel, les charnières de porte, les structures de montage du panneau de commande et les supports d'acheminement de la tuyauterie ou du faisceau de câbles.
Exigences de contrôle de qualité pour les estampages de qualité électroménager
Des contrôles de qualité stricts sont effectués lors de la production de pièces d’estampage pour appareils électroménagers afin de répondre aux exigences de longue durée de vie des appareils électroménagers. Les paramètres d'inspection suivants sont régulièrement vérifiés lors de l'inspection à l'arrivée, aux points de contrôle en cours de processus et à l'acceptation finale :
- Planéité et précision de forme : Les panneaux du châssis et les surfaces de montage des supports sont vérifiés sur des plaques de surface ou des fixations CMM pour confirmer la planéité conforme aux spécifications (généralement 0,3 à 0,8 mm sur toute la longueur du panneau) afin de garantir un bon ajustement de l'assemblage et d'éviter la concentration de contraintes au niveau des points de fixation.
- Résistance à la corrosion : Les tests au brouillard salin selon la norme ISO 9227 — 72 à 240 heures selon l'application — vérifient que le système de revêtement (zingage, galvanisation ou revêtement en poudre) offre une protection adéquate pour l'environnement de service prévu.
- Vérification dimensionnelle des caractéristiques critiques : Les diamètres des trous, les distances bord à trou et les angles de bride pliés aux interfaces d'assemblage sont mesurés par un comparateur optique ou une machine de mesure tridimensionnelle à des fréquences d'échantillonnage définies pour confirmer que les pièces restent dans la fenêtre de tolérance tout au long du cycle de production.
- Contrôle de la hauteur des bavures : Les bords exposés et les trous perforés sont vérifiés pour la hauteur des bavures (généralement requise en dessous de 0,1 mm) pour éviter les dommages à l'isolation des câbles, les blessures de l'opérateur pendant l'assemblage et la concentration de contraintes qui pourraient provoquer des fissures de fatigue pendant le fonctionnement de l'appareil.
Comparaison des exigences d'application entre les segments d'emboutissage
Les trois segments principaux – pièces d'estampage métalliques générales, pièces d'estampage électroniques, pièces d'estampage pour ordinateurs portables et pièces d'estampage pour appareils électroménagers – partagent le même processus de fabrication de base mais divergent considérablement en termes de qualité des matériaux, de tolérance dimensionnelle, de finition de surface et d'exigences en matière d'environnement de service. Le tableau ci-dessous résume les principales différences pour soutenir les décisions de spécification et d'approvisionnement :
| Attribut | Pièces d'estampage électroniques | Pièces d'estampage pour ordinateur portable | Pièces d'estampage d'appareils ménagers |
|---|---|---|---|
| Épaisseur typique du matériau | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Matériaux clés | Bronze phosphoreux, cuivre-béryllium, nickel-argent | Acier inoxydable à haute résistance, acier laminé à froid | Acier galvanisé, acier inoxydable 430, alliage d'aluminium |
| Tolérance dimensionnelle | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30mm |
| Objectif principal de performance | Conductivité, force de contact, atténuation EMI | Durée de vie, rigidité, minimisation du poids | Résistance à la corrosion, capacité de charge structurelle |
| Traitement de surface | Plaquage or, nickelage, étamage | Nickel chimique, oxyde noir, conversion chimique | Galvanisation à chaud, revêtement en poudre, anodisation |
| Durée de vie de conception | 3 à 5 ans (cycle de consommation) | 3 – 7 ans | 10 – 15 ans |

Approvisionnement en pièces d'emboutissage en métal : ce qu'il faut évaluer chez un fournisseur
La sélection d’un fournisseur d’emboutissage compétent nécessite d’évaluer en parallèle l’infrastructure technique, les systèmes de gestion de la qualité et la capacité de production. L'offre de prix unitaire la plus basse d'un fournisseur sans capacité d'outillage validée, sans équipement d'inspection en cours de processus et sans contrôle du traitement de surface entraînera systématiquement un coût total plus élevé en raison des reprises, des arrêts de ligne et des retours sur le terrain. Les critères suivants fournissent un cadre d’évaluation structuré :
- Capacité de conception et de maintenance d’outillage : La conception progressive des matrices en interne, l'équipement de la salle d'outillage CNC et les calendriers de maintenance documentés des matrices sont des indicateurs d'un fournisseur capable de contrôler la qualité des pièces grâce à l'outillage plutôt que de compter sur le tri.
- Plage de capacité de presse : Une flotte de fournisseurs allant de presses d'établi de 25 tonnes à des presses à cadre ou à côté droit de 400 tonnes indique la capacité de traiter à la fois des pièces d'estampage électroniques délicates et des pièces d'estampage d'appareils électroménagers de gros calibre au sein d'une relation de source unique.
- Infrastructure de métrologie et d’inspection : Les capacités CMM, les comparateurs optiques, les testeurs de rugosité de surface et les chambres d'essai au brouillard salin sur site indiquent que le fournisseur peut générer des données objectives sur la qualité plutôt que de se fier uniquement à l'inspection visuelle.
- Certifications : ISO 9001:2015 comme système de gestion de la qualité de base ; IATF 16949 pour la participation à la chaîne d'approvisionnement automobile ; ISO 14001 pour la gestion environnementale — particulièrement pertinente lorsque les processus de traitement de surface impliquent des produits chimiques réglementés.
- Traçabilité des matières : Les certificats d'usine liés aux enregistrements des lots de production permettent aux équipes d'analyse des défaillances de retracer les défauts sur le terrain jusqu'à des températures de matériaux et des cycles de traitement spécifiques - une exigence non négociable pour les pièces d'estampage pour ordinateurs portables et les pièces d'estampage électronique fournies sur les marchés finaux réglementés.
Article précédent
Légèreté et haute précision : les stratégies d'emboutissage profond qui stimulent l'innovation en matière de panneaux de carrosserie de véhicules électriques
Article suivant
Des panneaux de carrosserie aux boîtiers de batterie : l'ingénierie derrière les matrices d'emboutissage automobile
Notre Produits.
Démarrez votre entreprise avec un fabricant OEM ici !
Fournir aux clients du monde entier des solutions complètes clé en main
à travers
innover !
LIENS RAPIDES
À PROPOS DE NOUS
INFORMATIONS DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
Droit d'auteur © Équipement Cie., Ltd de moule de Suzhou Shuangqisi. Tous droits réservés. Matrice d'estampage personnalisée Fabricants de matrices d'estampage en métal
