-
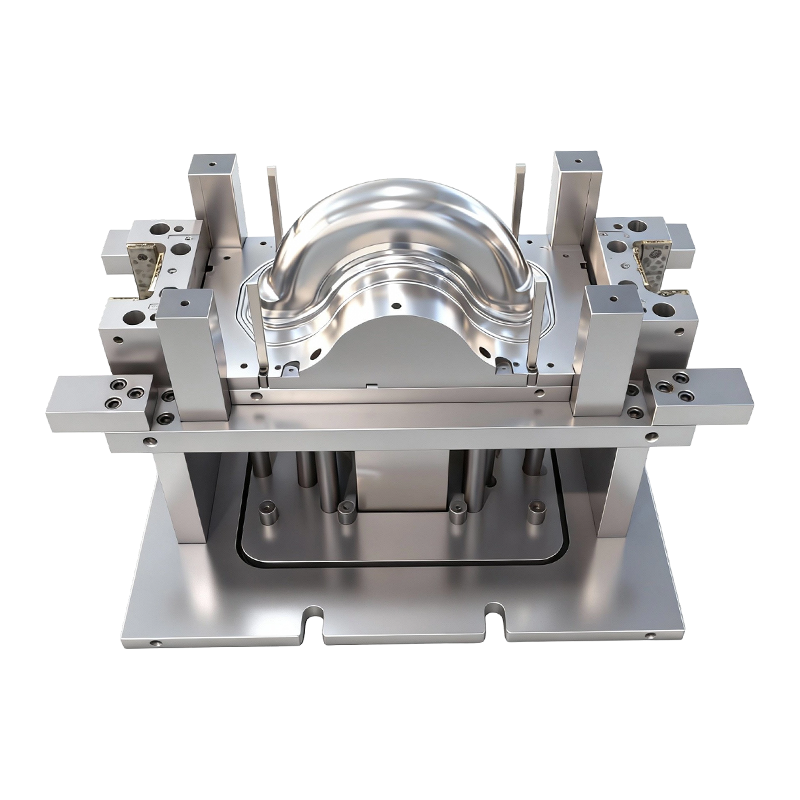
Moule d'emboutissage pour roues avant et arrière de véhicules électriques à deux roues
Ce moule d'emboutissage profond pour roues...
-
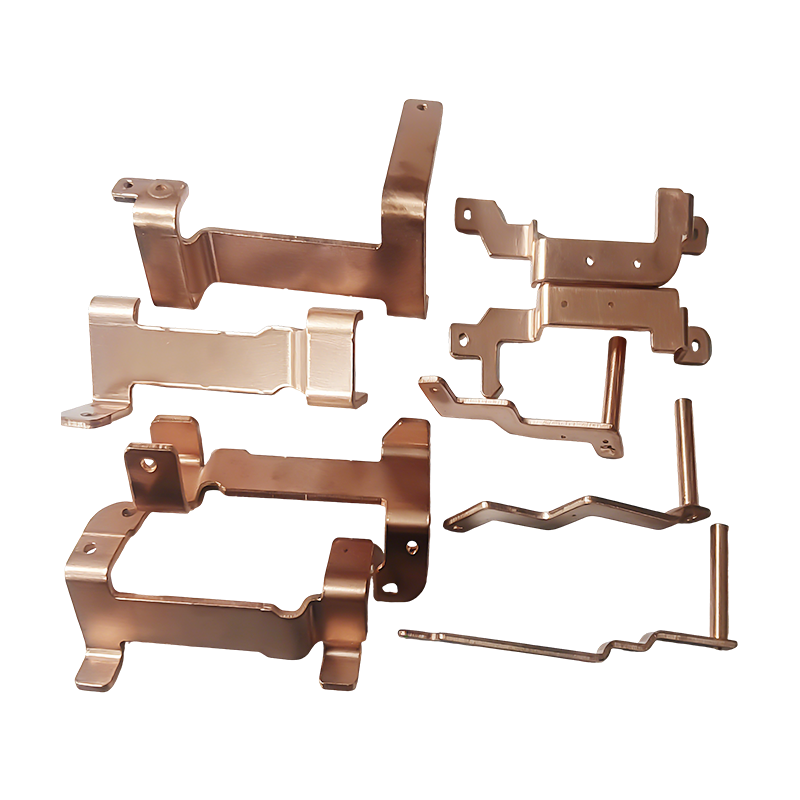
Pièces d'estampage de barres omnibus en cuivre pour véhicules à énergie nouvelle
Les pièces d'estampage de barres omnibus e...
-
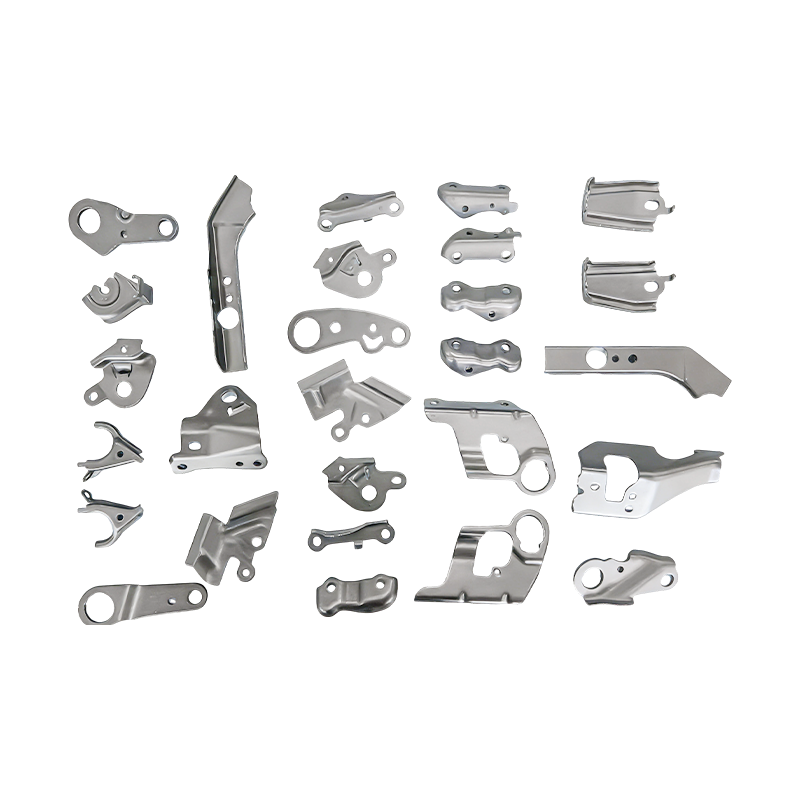
Pièces d'estampage progressif de petites pièces automobiles
Nos pièces d'estampage progressif pour pet...
-
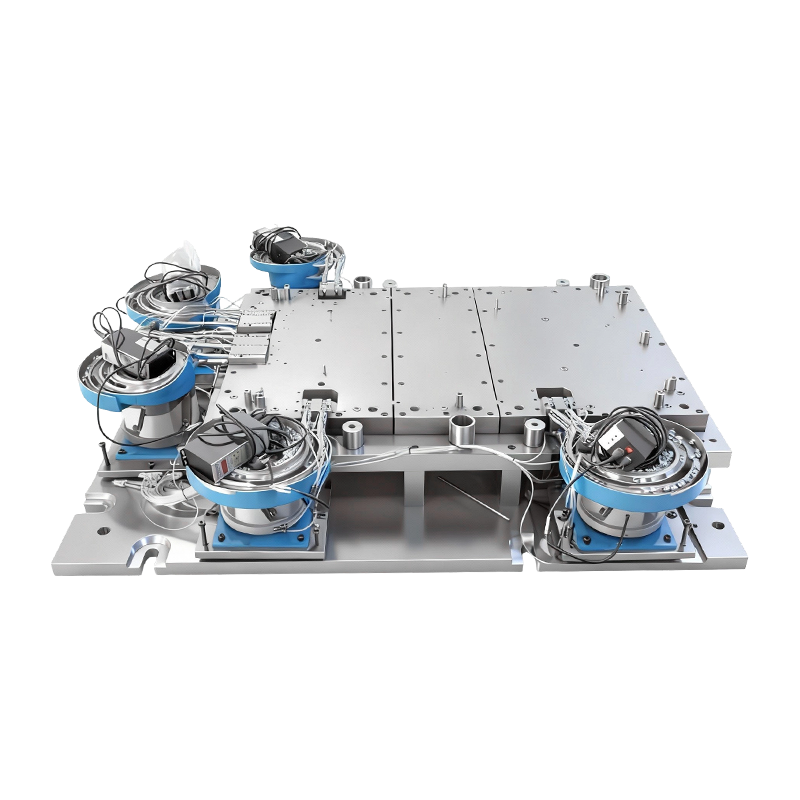
Moule de rivetage automatique pour grande base de machine informatique
Ce moule de rivetage automatique pour grande ba...
-
Pièces d'estampage de siège de voiture
Les pièces d'estampage de sièges d'au...
-
Pièces d'emboutissage d'extrémité de réservoir de gaz
Les pièces d'emboutissage d'extrémité...
Nouvelles de l'industrie
Accueil / Actualités / Nouvelles de l'industrie / Légèreté et haute précision : les stratégies d'emboutissage profond qui stimulent l'innovation en matière de panneaux de carrosserie de véhicules électriques
Légèreté et haute précision : les stratégies d'emboutissage profond qui stimulent l'innovation en matière de panneaux de carrosserie de véhicules électriques
2026-05-07
Qu'est-ce qui différencie les matrices d'emboutissage profond pour automobiles de l'outillage standard
Les matrices d'emboutissage profond utilisées dans la fabrication automobile et de véhicules électriques ne sont pas interchangeables avec les outils de tôlerie à usage général. Il s'agit de systèmes spécialement conçus, composés de quatre composants principaux — poinçons, matrices, serre-flans et jeux de matrices — chacun optimisé pour fonctionner de concert sous des charges de formage extrêmes. Dans une presse à emboutir automobile typique, le poinçon descend dans la cavité de la matrice tandis que le serre-flan applique une pression contrôlée vers le bas sur la bride de la tôle, guidant le flux de métal dans la cavité sans se froisser ni se déchirer. Le jeu de matrices fournit le cadre structurel rigide qui maintient l'alignement sous des charges cycliques pouvant dépasser plusieurs centaines de tonnes par course.
Ce qui distingue la qualité automobile matrices d'emboutissage profond est la tolérance de précision exigée sur l’ensemble de l’outil. La précision dimensionnelle est généralement tenue à ±0,02 mm sur les surfaces de formage critiques, une exigence motivée par le fait que les écarts cumulés sur un panneau de carrosserie (un panneau extérieur de porte, par exemple) se traduisent directement par des défauts de surface visibles ou des espaces d'assemblage qui affectent à la fois l'esthétique et l'ajustement structurel. La finition de surface des rayons du poinçon et de la matrice est également critique : une valeur Ra de ≤0,05 μm (qualité proche du miroir) minimise l'amincissement et les rayures induits par la friction, en particulier lors du traitement d'alliages légers ou à haute résistance.
Pourmabilité des alliages d'aluminium et rôle du point de fusion de l'aluminium dans la conception des processus
Alliage d'aluminium est devenu le matériau léger dominant à la fois pour les panneaux de carrosserie automobiles traditionnels et les composants structurels des véhicules électriques, grâce à son rapport résistance/poids favorable, sa résistance à la corrosion et sa recyclabilité. Cependant, l'aluminium présente des défis uniques en matière d'emboutissage profond qui sont directement liés aux propriétés de son matériau, notamment son comportement thermique par rapport au point de fusion de l'aluminium .
L'aluminium pur fond à environ 660 °C , mais les alliages d'aluminium utilisés dans l'emboutissage automobile - principalement les séries 5xxx (Al-Mg) et 6xxx (Al-Mg-Si) - ont des plages de fusion légèrement inférieures en fonction de la composition de l'alliage. Bien que le point de fusion de l'aluminium lui-même ne soit pas directement atteint lors de l'emboutissage à froid, il est très important pour deux domaines adjacents au processus : le formage à chaud et la gestion du refroidissement des matrices. Lors du formage à chaud de l'aluminium, les ébauches sont chauffées à 200-300 °C (une fraction soigneusement sélectionnée du point de fusion) pour augmenter la ductilité et réduire le retour élastique, permettant ainsi la production de géométries complexes qui se fissureraient dans des conditions de formage à température ambiante. Les concepteurs de matrices doivent tenir compte de la dilatation thermique à ces températures, en recalibrant les jeux et les paramètres de force du serre-flan en conséquence.
Même dans l'emboutissage profond à froid conventionnel, la chaleur de friction générée au niveau des interfaces poinçon-ébauche et matrice-ébauche peut élever considérablement les températures de surface locales. Pour les alliages d'aluminium, qui ont un point de fusion relativement bas par rapport à l'acier, un échauffement localisé excessif accélère le grippage (le transfert adhésif de l'aluminium sur les surfaces de la matrice), ce qui dégrade la finition de surface, augmente les forces de formage et raccourcit la durée de vie de l'outil. Cela rend la stratégie de lubrification et le choix du revêtement de surface de la matrice particulièrement importants lors du traitement. alliage d'aluminium feuilles.
Alliages d'aluminium automobiles courants et leurs caractéristiques de formage
| Série en alliage | Catégorie typique | Plage de fusion (°C) | Application clé |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607-649 | Intérieurs de capot, intérieurs de portes, boîtiers EV |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610-655 | Panneaux extérieurs de carrosserie, fermetures structurelles |
| Mg-Al (Magnésium-Aluminium) | AZ31, AM60 | 470-630 | Boîtiers de batterie EV, tableaux de bord |
Conception de matrice spécifique aux véhicules électriques : taux d'emboutissage profond, boîtiers de batterie et allégement
La fabrication de véhicules électriques impose des exigences en matière de matrices d'emboutissage profond qui vont au-delà de ce qu'exige l'emboutissage automobile traditionnel. L'application la plus exigeante sur le plan technique est la formation de boîtiers de batterie en alliage magnésium-aluminium – des boîtiers grands, profonds et structurellement complexes qui protègent les réseaux de cellules de batterie tout en contribuant au budget de poids global du véhicule. Ces composants nécessitent rapports d'emboutissage profond supérieurs à 2,5:1 (le rapport entre le diamètre de l'ébauche et le diamètre du poinçon), qui pousse le matériau à ses limites de ductilité et exige une ingénierie de matrice exceptionnelle pour éviter les fissures des brides ou un amincissement excessif des parois.
Il est essentiel de minimiser l’amincissement du matériau sur la paroi étirée pour les boîtiers de batterie, car l’uniformité de l’épaisseur de la paroi affecte directement la rigidité structurelle et les performances en cas de collision. Les concepteurs de matrices résolvent ce problème grâce à plusieurs stratégies coordonnées : optimiser le rayon du nez du poinçon pour répartir la contrainte plus uniformément, mettre en œuvre des profils de force de serrage du flan variable (BHF) qui augmentent progressivement la pression à mesure que la profondeur d'emboutissage augmente et appliquer des séquences d'emboutissage en plusieurs étapes pour des géométries particulièrement profondes plutôt que de tenter un formage en une seule opération.
L’évolution vers l’allègement a également conduit à l’adoption de structures de matrices modulaires dans les programmes de véhicules électriques. Plutôt que d'usiner un bloc matrice monolithique, les conceptions modulaires utilisent des inserts interchangeables pour les zones à forte usure telles que les rayons d'entrée de la matrice et les coins des poinçons. Cette approche réduit le coût d'outillage par programme de véhicule de 20 à 35 % dans les scénarios à volume élevé, puisque les plaquettes usées peuvent être remplacées sans mettre au rebut l'ensemble du jeu de matrices. Les matrices modulaires permettent également une adaptation plus rapide lorsque des itérations de conception se produisent pendant le cycle de développement des véhicules électriques, qui a tendance à évoluer plus rapidement que les programmes automobiles traditionnels.
Contrôle de la force du support de flan : empêche simultanément le froissement et la fissuration
La force de maintien du flan est la variable de processus la plus influente dans l'emboutissage profond, et son calibrage correct est ce qui différencie un processus de production stable d'un processus sujet aux rebuts. Trop peu de BHF permet à la bride de se déformer sous l'effet d'une contrainte circonférentielle de compression, produisant des plis qui ne peuvent pas être aplatis lors des opérations ultérieures. Trop de BHF empêche le métal de s'écouler dans la cavité de la matrice, provoquant une fracture par traction de la paroi, généralement au niveau du rayon du poinçon, là où le matériau est le plus fin.
For alliage d'aluminium feuilles, la fenêtre BHF acceptable est plus étroite que pour l'acier à faible teneur en carbone car l'aluminium a un exposant d'écrouissage plus faible et est plus sensible à un amincissement localisé. Automobile moderne matrices d'emboutissage profond résolvez ce problème avec des serre-flans hydrauliques ou servocommandés qui peuvent ajuster dynamiquement la pression en temps réel en fonction des retours des cellules de pesée intégrées dans la structure de la matrice. Ce contrôle en boucle fermée est particulièrement utile lors de l'étirage de composants en alliage magnésium-aluminium à des températures élevées, où la contrainte d'écoulement du matériau change continuellement à mesure que l'ébauche refroidit pendant la course.
Les facteurs suivants doivent être pris en compte lors de la définition des paramètres du serre-flan pour une nouvelle opération d'emboutissage profond :
- Limite d'élasticité et allongement du matériau : Les alliages à plus haute résistance nécessitent un BHF plus élevé pour éviter le froissement, mais sont simultanément plus vulnérables à la fissuration, exigeant une bande passante de contrôle plus stricte.
- Géométrie vierge et profondeur de dessin : Les flans non circulaires – courants dans les applications de panneaux de porte et de boîtiers de batterie – développent des répartitions de contraintes de bride non uniformes, nécessitant des supports de flans segmentés ou à géométrie variable.
- Épaisseur du film lubrifiant : Des films lubrifiants plus épais réduisent la friction et abaissent le BHF requis pour éviter le grippage, mais une lubrification excessive peut provoquer des effets d'aquaplanage qui déstabilisent l'écoulement du métal.
- Vitesse de frappe : Des vitesses d'estampage plus élevées augmentent les taux de déformation, ce qui affecte la contrainte d'écoulement de l'aluminium et réduit la plage de sécurité BHF — une considération essentielle lors du passage du prototype aux lignes de presse de production en série.
Développement de matrices piloté par simulation et surveillance intelligente dans la production de masse
Le développement de matrices automobiles modernes ne repose plus uniquement sur des essais physiques. La simulation de formage basée sur l'analyse par éléments finis (FEA), à l'aide de plates-formes logicielles telles qu'AutoForm ou Dynaform, permet aux ingénieurs d'ajustage de tester virtuellement les conditions de formage avant qu'une seule pièce d'acier à outils ne soit découpée. La simulation prédit avec précision la répartition de l'amincissement, les zones à risque de froissement, l'ampleur du retour élastique et les exigences de force de formage, permettant ainsi aux concepteurs d'optimiser par calcul la géométrie du poinçon, les rayons d'entrée de la matrice et les profils BHF. Pour alliage d'aluminium Avec des composants à courbure complexe, la simulation peut réduire les itérations d’essais physiques de 40 à 60 %, réduisant ainsi considérablement les délais de développement des matrices.
Une fois les matrices entrées en production de masse, les systèmes de surveillance intelligents maintiennent la stabilité du processus sur des milliers de courses par équipe. Les capteurs d’émission acoustique détectent l’apparition de grippages ou de rayures de surface avant qu’ils ne deviennent visibles. Des réseaux de jauges de contrainte dans la structure de la matrice suivent la force de formation en temps réel, signalant les écarts qui indiquent une variation du matériau brut ou une dégradation du lubrifiant. Les systèmes de vision effectuent une inspection optique à 100 % des pièces embouties immédiatement après l'éjection, mesurant les dimensions critiques par rapport aux valeurs nominales CAO et signalant automatiquement les pièces hors tolérance à retirer avant qu'elles n'atteignent l'assemblage en aval.
Cette intégration de la simulation et du suivi sous presse reflète une transition industrielle plus large : matrices d'emboutissage profond ne sont plus des outils passifs mais des composants actifs d'un système de fabrication basé sur les données. Pour les constructeurs automobiles et de véhicules électriques engagés dans des objectifs de production zéro défaut, investir dans des conceptions de matrices validées par simulation et dans des outils de production équipés de capteurs n'est pas une option privilégiée. Il s'agit d'une exigence de base compétitive alors que l'industrie accélère sa transition vers l'allègement avec des technologies avancées. alliage d'aluminium matériaux.

Article précédent
Pièces d'estampage pour sièges d'auto : guide de qualité et d'ajustement
Article suivant
Pièces d'emboutissage en métal : types et applications
Notre Produits.
Démarrez votre entreprise avec un fabricant OEM ici !
Fournir aux clients du monde entier des solutions complètes clé en main
à travers
innover !
LIENS RAPIDES
À PROPOS DE NOUS
INFORMATIONS DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
Droit d'auteur © Équipement Cie., Ltd de moule de Suzhou Shuangqisi. Tous droits réservés. Matrice d'estampage personnalisée Fabricants de matrices d'estampage en métal
