-
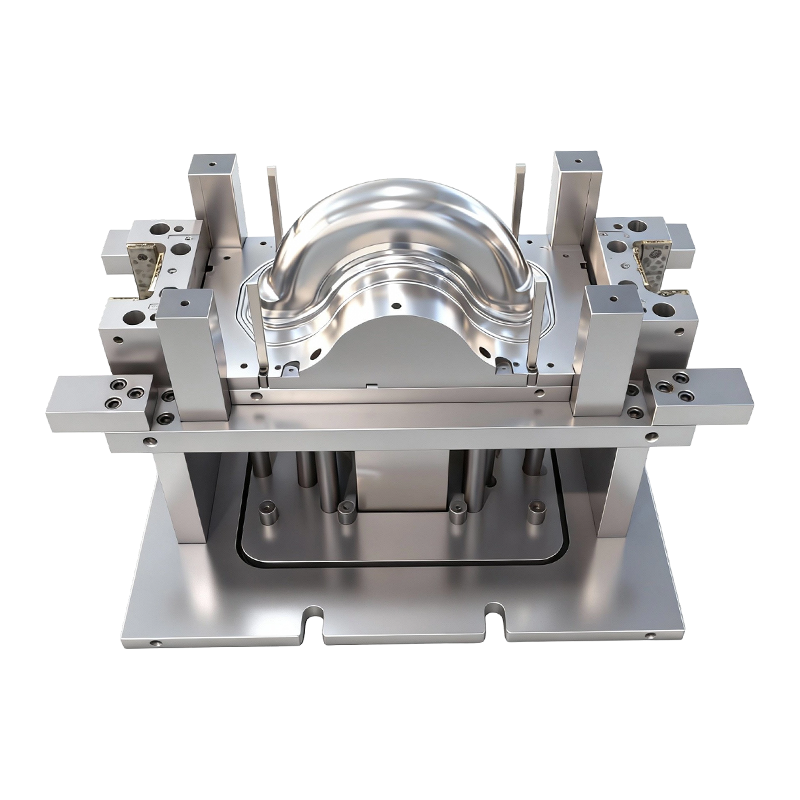
Moule d'emboutissage pour roues avant et arrière de véhicules électriques à deux roues
Ce moule d'emboutissage profond pour roues...
-
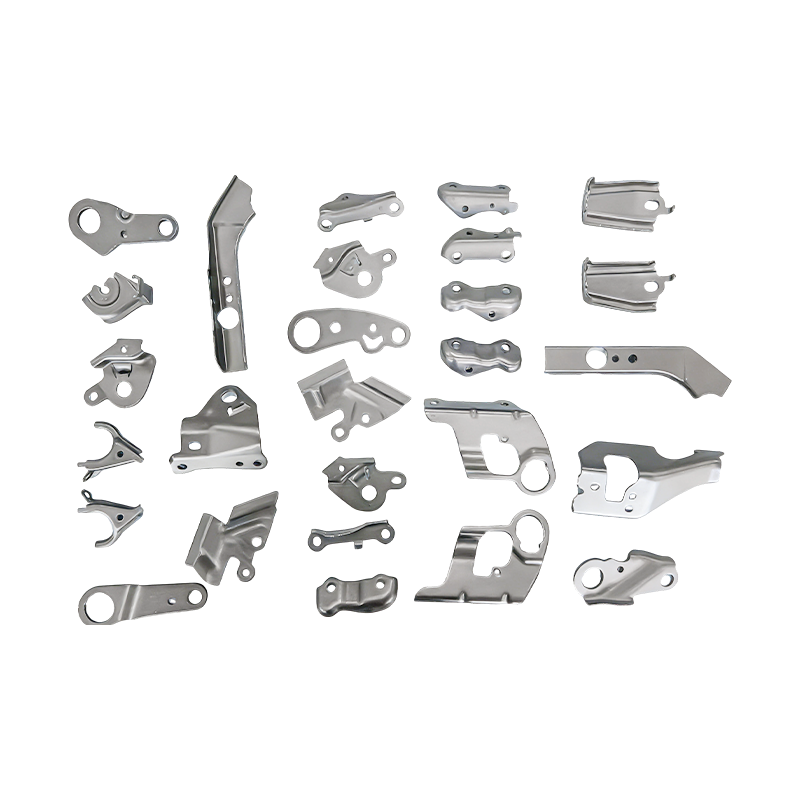
Pièces d'estampage progressif de petites pièces automobiles
Nos pièces d'estampage progressif pour pet...
-
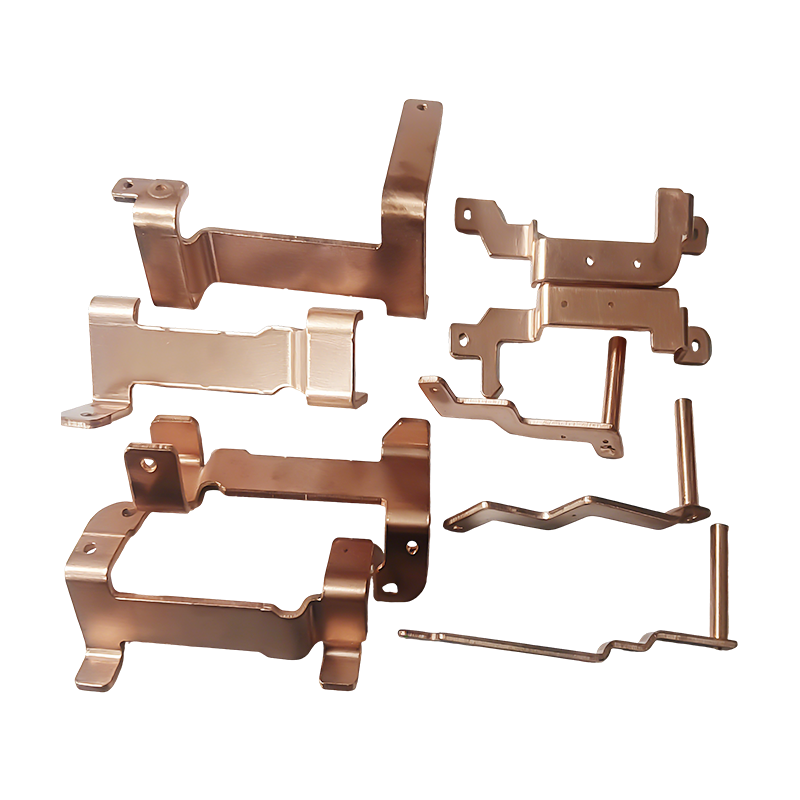
Pièces d'estampage de barres omnibus en cuivre pour véhicules à énergie nouvelle
Les pièces d'estampage de barres omnibus e...
-
Pièces d'emboutissage au four haut de gamme
Nos pièces d'estampage pour four haut de g...
-

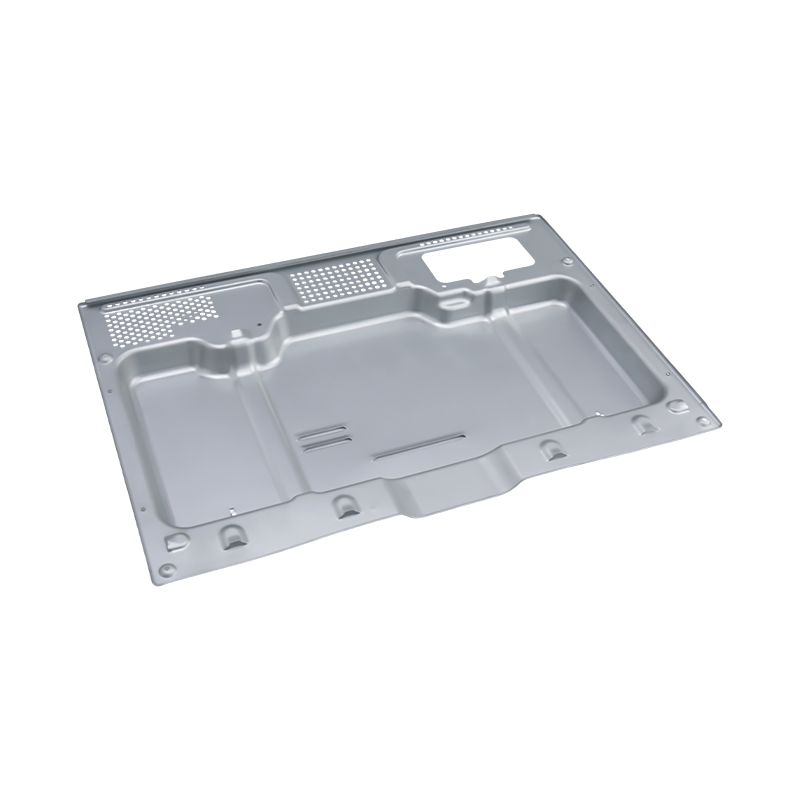
Pièces d'estampage de carter de moteur automobile
Les pièces d'estampage des carters de mote...
-
Pièces d'emboutissage d'extrémité de réservoir de gaz
Les pièces d'emboutissage d'extrémité...
Nouvelles de l'industrie
Accueil / Actualités / Nouvelles de l'industrie / Des panneaux de carrosserie aux boîtiers de batterie : l'ingénierie derrière les matrices d'emboutissage automobile
Des panneaux de carrosserie aux boîtiers de batterie : l'ingénierie derrière les matrices d'emboutissage automobile
2026-04-21
Que sont les matrices d'estampage automobile et comment fonctionnent-elles ?
Matrices d'estampage automobile sont des systèmes d'outillage de précision utilisés pour façonner des tôles plates en composants tridimensionnels complexes grâce à une déformation plastique contrôlée. Parmi les différents types, matrices de dessin et matrices d'emboutissage profond sont les plus critiques pour la production de pièces creuses ou en forme de coupelle — depuis les panneaux extérieurs de porte et les capots jusqu'aux boîtiers de batterie et aux renforts structurels.
Le processus d'emboutissage profond consiste à presser un flan de métal plat dans une cavité de matrice à l'aide d'un poinçon, tandis qu'un serre-flan applique une force contrôlée pour guider le flux de métal et éviter les défauts. Contrairement au formage peu profond, l'emboutissage profond atteint un rapport d'emboutissage (le rapport entre le diamètre de l'ébauche et le diamètre du poinçon) qui dépasse généralement 2,5 : 1, permettant la production de pièces beaucoup plus profondes par rapport à leur largeur. Cette capacité est essentielle pour les applications automobiles où géométrie complexe et intégrité structurelle doivent coexister.
Un assemblage de matrice complet comprend généralement quatre composants principaux :
- Le coup de poing , qui déforme physiquement l'ébauche métallique vers le bas dans la cavité
- Le mourir (moule femelle), qui définit la forme extérieure et les dimensions de la pièce formée
- Le support vierge , qui exerce une pression réglable sur la bride en tôle pour gérer le flux de matière
- Le mourir set (assemblage de base et de guidage), qui garantit un alignement précis et une répétabilité tout au long des cycles de production
Ensemble, ces composants doivent être conçus avec des niveaux de tolérance généralement maintenus à ±0,02 mm , garantissant une précision dimensionnelle sur des séries de production en grand volume pouvant atteindre des centaines de milliers de pièces par an.
Critères de conception clés pour les matrices d'emboutissage profond hautes performances
La conception de matrices d'emboutissage profond efficaces pour une utilisation automobile nécessite de trouver un équilibre entre plusieurs exigences techniques concurrentes. Une mauvaise conception entraîne des fissures, des plissements, un retour élastique ou une usure prématurée des outils, ce qui augmente directement les coûts de production et les temps d'arrêt. Les paramètres suivants sont essentiels pour obtenir une sortie cohérente et sans défaut.
Contrôle de la force du porte-flan
La force de maintien du flan (BHF) est l'une des variables les plus influentes dans le processus d'emboutissage profond. Un BHF insuffisant provoque le gauchissement et le froissement de la tôle lorsqu'elle s'écoule vers l'intérieur ; Un BHF excessif restreint le flux de matière et conduit à des déchirures ou des fissures au niveau du rayon du poinçon. Modernee matrices d'estampage automobile utilisez des serre-flans hydrauliques ou servocommandés capables d'ajuster dynamiquement la pression tout au long du cycle de course - variant souvent de 20 % à 80 % de la force maximale en fonction de la profondeur de formage et du type de matériau.
Finition de surface et réduction de la friction
Les surfaces des matrices en contact avec la tôle doivent obtenir une finition ultra-lisse pour minimiser l'amincissement et le grippage induits par la friction. Normes industrielles pour des performances élevées matrices d'emboutissage profond nécessitent une rugosité de surface de Ra ≤ 0,05 μm , obtenu grâce à un polissage, un chromage dur ou des revêtements de dépôt physique en phase vapeur (PVD) tels que TiCN ou DLC (carbone de type diamant). Ces revêtements prolongent également considérablement la durée de vie des outils, réduisant ainsi les intervalles de remplacement dans les environnements de production de masse.
Architecture d'outillage modulaire
Les structures de matrice modulaires permettent de remplacer des composants individuels, tels que des poinçons, des inserts ou des segments de porte-flan, indépendamment plutôt que de nécessiter un remplacement complet de la matrice. Pour les équipementiers automobiles exécutant plusieurs variantes de modèles sur des plates-formes partagées, la modularité réduit l'investissement en outillage de 25 à 40 % et réduit le temps de changement de quelques heures à quelques minutes. Cette approche de conception simplifie également la planification de la maintenance et permet une adaptation plus rapide aux ordres de modification technique (ECO).
Applications dans les véhicules traditionnels par rapport aux véhicules électriques
Bien que les mécanismes fondamentaux de l'emboutissage profond restent cohérents, les exigences spécifiques aux véhicules traditionnels et aux véhicules électriques (VE) diffèrent considérablement, reflétant les différences de matériaux, de géométries et de priorités structurelles.
| Paramètre | Véhicules traditionnels | Véhicules électriques |
|---|---|---|
| Matières premières | Acier doux, acier HSLA | Alliage d'aluminium, alliage magnésium-aluminium |
| Rapport de tirage typique | 1,8:1 – 2,2:1 | 2,5:1 et plus |
| Composants clés formés | Panneaux de portes, capots, couvercles de coffre | Boîtiers de batterie, carters de moteur, plateaux de sol |
| Exigence de tolérance | ±0,05 mm (panneaux de carrosserie) | ±0,02 mm (battery enclosures) |
| Défi matériel de matrice | Résistance à l'usure pour le formage de l'acier | Prévention du grippage avec des alliages tendres |
Pour les applications spécifiques aux véhicules électriques, matrices de dessin conçus pour les boîtiers de batterie en alliage magnésium-aluminium sont confrontés à des défis uniques. Ces alliages légers ont une ductilité inférieure à celle de l'acier et sont plus sujets au retour élastique et aux rayures de surface. Les matrices pour ces composants sont généralement conçues avec un outillage chauffé (formage à chaud à 200-300°C) pour améliorer le flux de matériaux, ainsi que des canaux de distribution de lubrifiant spécialisés intégrés dans la structure de la matrice pour maintenir des conditions de friction constantes sur les longues séries de production.
Technologies de simulation et surveillance intelligente dans l'ingénierie des matrices
Modern matrices d'estampage automobile sont développés en conjonction avec des plates-formes de simulation avancées avant la production de tout outillage physique. Les logiciels d'analyse par éléments finis (FEA), comprenant des outils tels qu'AutoForm, Pam-Stamp et LS-DYNA, permettent aux ingénieurs de simuler virtuellement l'ensemble du processus de formage, en prédisant la répartition de l'amincissement, les zones à risque de froissement, l'ampleur du retour élastique et les exigences de pression du serre-flan avec une grande précision.
Un flux de travail de simulation typique pour un composant embouti complexe comprend :
- Entrée de caractérisation des matériaux — limite d'élasticité, valeur n (exposant d'écrouissage), valeur r (rapport d'anisotropie plastique) pour l'alliage et l'état spécifiques
- Analyse du diagramme limite de formation (FLD) — identification des zones de sécurité, marginales et de défaillance au sein de la pièce formée
- Modélisation de la compensation du retour élastique — prévision de la récupération élastique et pré-compensation de la géométrie de la matrice pour obtenir la forme finale du filet
- Itération virtuelle d'essai — réduisant les cycles d'essais physiques de 10 à 15 à moins de 5 par pièce, ce qui permet d'économiser beaucoup de temps et de coûts de matériel
Au-delà de la conception, les systèmes de surveillance intelligents sont de plus en plus intégrés à la production matrices d'emboutissage profond eux-mêmes. Les capteurs de force piézoélectriques mesurent en temps réel la répartition de la force du serre-flan, tandis que les capteurs d'émission acoustique détectent les premiers signes de grippage ou de fissuration du matériau avant la production de pièces défectueuses. Les données de ces capteurs alimentent les systèmes d'exécution de la fabrication (MES), permettant un contrôle de processus en boucle fermée qui ajuste les paramètres de la presse de manière dynamique, en maintenant la stabilité dimensionnelle même lorsque les propriétés des lots de matériaux varient d'un lot de bobines à l'autre.
Sélection des matériaux et traitement de surface pour une longue durée de vie des outils
La durée de vie de matrices de dessin dans la production automobile en grande série est un facteur économique crucial. On peut s'attendre à ce qu'un ensemble de matrices de panneaux de carrosserie typique produise entre 500 000 et 1 000 000 de pièces avant de nécessiter une remise à neuf majeure. Pour y parvenir, il faut une sélection minutieuse des matériaux de matrice et des traitements de surface adaptés au matériau de la pièce à usiner et au volume de production.
Les matériaux de matrice couramment utilisés dans l’emboutissage automobile comprennent :
- Fonte ductile (GGG70L) — économique pour les matrices de faible à moyen volume, bonne usinabilité mais dureté inférieure (58–62 HRC après traitement)
- Acier à outils (D2, DC53) — une dureté et une résistance à l'usure plus élevées, préférées pour les matrices de formage d'acier à grand volume
- Plaquettes en carbure — appliqué sur les zones de contact à forte usure telles que les rayons de matrice et les cordons d'étirage, prolongeant la durée de vie locale de 3 à 5 fois par rapport à l'acier à outils seul
- Alliages d'aluminium et de bronze — utilisé pour les matrices formant des pièces en aluminium ou en magnésium, empêchant le grippage dû à l'appariement de matériaux différents
Les traitements de surface appliqués après usinage et traitement thermique améliorent encore les performances. La nitruration augmente la dureté de la surface jusqu'à 70 HRC tout en maintenant la ténacité du noyau. Les revêtements PVD tels que TiAlN offrent une dureté supérieure à 3 000 HV et réduisent les coefficients de frottement d'environ 0,15 à moins de 0,05, ce qui se traduit directement par un amincissement réduit des composants légers des véhicules électriques où l'uniformité de l'épaisseur de paroi est essentielle pour l'étanchéité du boîtier de batterie et les performances structurelles.
Adaptation des matrices d'estampage automobile aux tendances en matière d'allègement et de haute résistance
L'évolution accélérée de l'industrie automobile vers l'allègement – motivée à la fois par les réglementations en matière d'efficacité des gammes de véhicules électriques et d'émissions – remodèle fondamentalement les exigences imposées aux véhicules électriques. matrices d'estampage automobile . Les aciers avancés à haute résistance (AHSS) avec des résistances à la traction supérieures à 1 000 MPa, ainsi que les alliages d'aluminium des séries 6xxx et 7xxx, remplacent de plus en plus l'acier doux conventionnel dans les applications structurelles. Ces matériaux nécessitent des forces de formage nettement plus élevées, un contrôle BHF plus précis et des stratégies de compensation du retour élastique améliorées par rapport à leurs prédécesseurs.
Pour les fabricants fournissant des matrices sur ce marché en évolution, la réponse a été multidirectionnelle. Les structures de matrices sont redessinées avec une rigidité plus élevée pour résister à des charges de formage accrues sans erreurs dimensionnelles induites par la déflexion. Des canaux de refroidissement et de chauffage sont intégrés dans les corps de matrice pour permettre le formage à chaud ou à chaud de l'aluminium et de l'acier au bore. Et les processus d’essais basés sur la simulation réduisent les délais de développement alors même que la complexité des pièces augmente.
En fin de compte, matrices d'emboutissage profond Les composants automobiles et électriques de nouvelle génération doivent simultanément offrir des tolérances plus strictes, une durée de vie plus longue, une configuration plus rapide et une compatibilité avec une gamme plus large de matériaux avancés. Atteindre cet équilibre nécessite une approche d'ingénierie intégrée - combinant une fabrication de précision, des revêtements avancés, une surveillance des processus en temps réel et une expertise en science des matériaux - qui positionne la technologie des matrices d'emboutissage profond comme un élément clé de la transformation de l'industrie automobile.

Article précédent
Pièces d'emboutissage en métal : types et applications
Article suivant
Pourquoi l'alliage d'aluminium remplace l'acier dans les pièces d'emboutissage électronique ?
Notre Produits.
Démarrez votre entreprise avec un fabricant OEM ici !
Fournir aux clients du monde entier des solutions complètes clé en main
à travers
innover !
LIENS RAPIDES
À PROPOS DE NOUS
INFORMATIONS DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
Droit d'auteur © Équipement Cie., Ltd de moule de Suzhou Shuangqisi. Tous droits réservés. Matrice d'estampage personnalisée Fabricants de matrices d'estampage en métal
