-
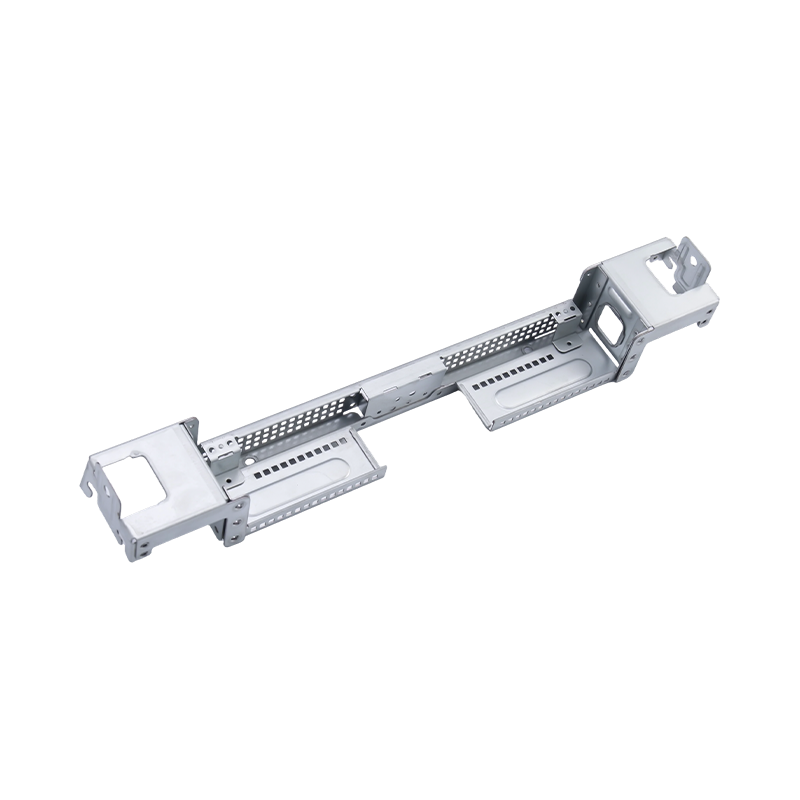
Grandes pièces d'estampage informatique haut de gamme
Nos grandes pièces d'estampage pour ordina...
-
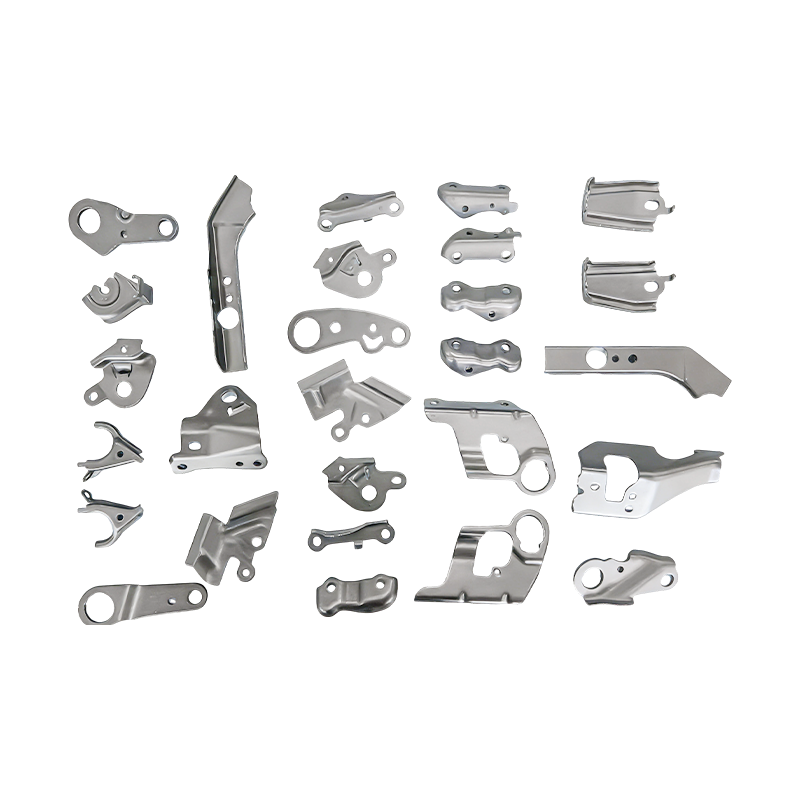
Pièces d'estampage progressif de petites pièces automobiles
Nos pièces d'estampage progressif pour pet...
-
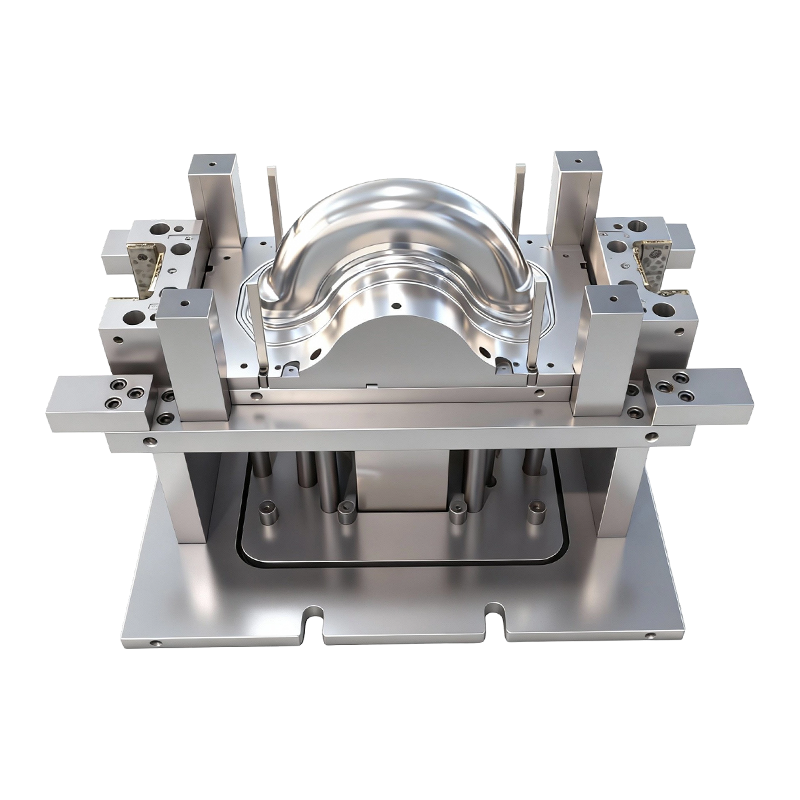
Moule d'emboutissage pour roues avant et arrière de véhicules électriques à deux roues
Ce moule d'emboutissage profond pour roues...
-
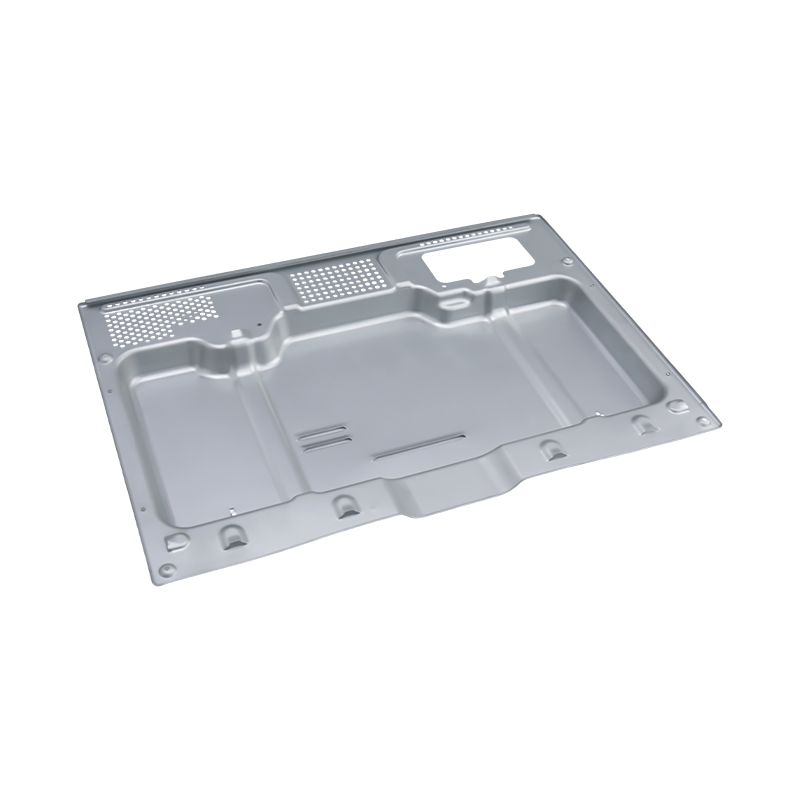
Pièces d'emboutissage au four haut de gamme
Nos pièces d'estampage pour four haut de g...
-
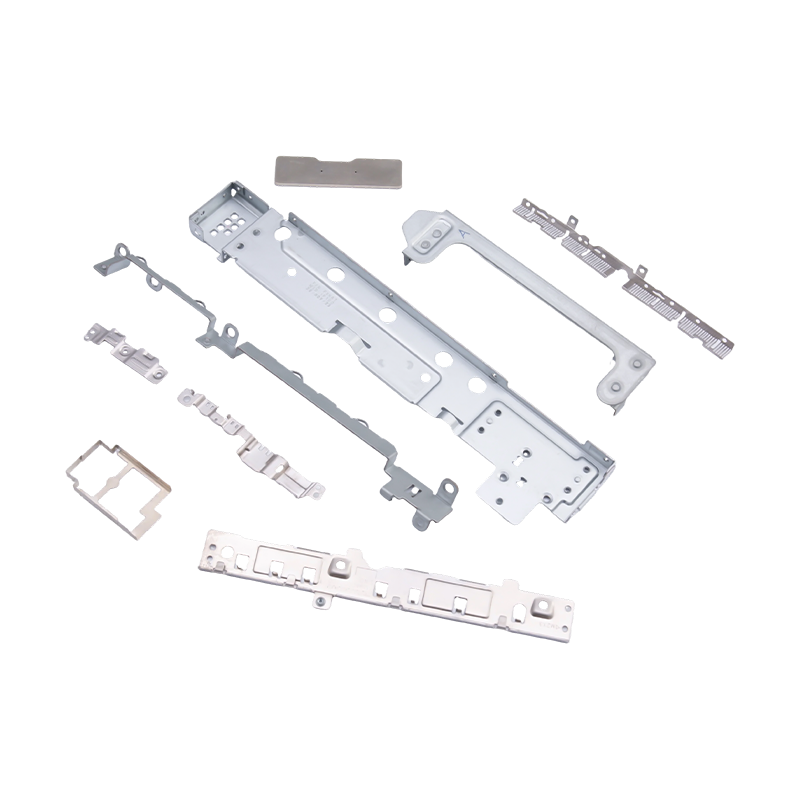
Petites pièces estampées pour ordinateurs portables et téléphones portables
En tant que composants internes essentiels de l...
-
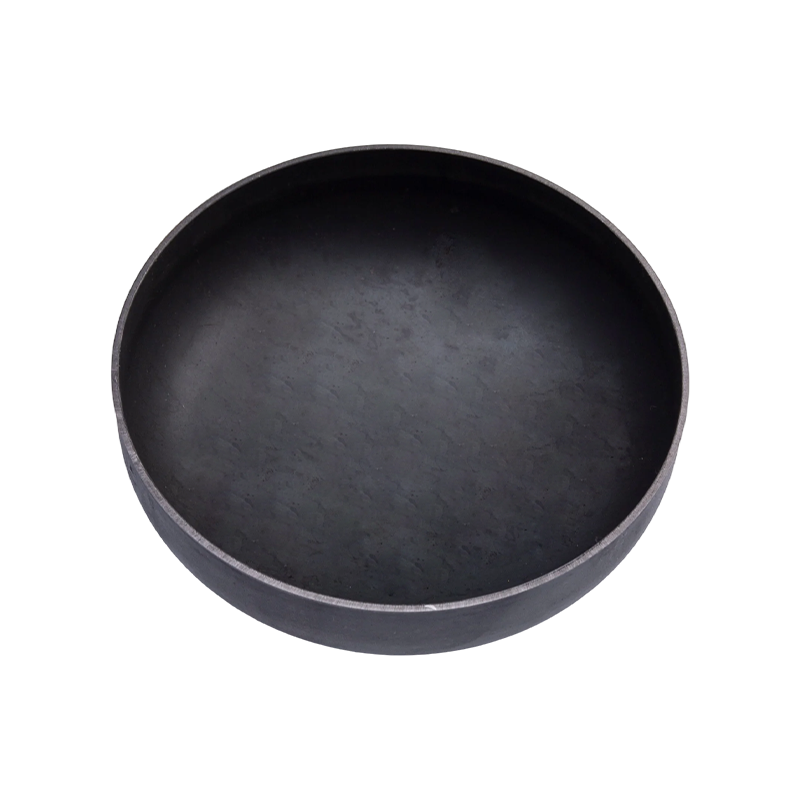
Pièces d'emboutissage d'extrémité de réservoir de gaz
Les pièces d'emboutissage d'extrémité...
Nouvelles de l'industrie
Accueil / Actualités / Nouvelles de l'industrie / Guide des pièces d'emboutissage et de dessin des métaux
Guide des pièces d'emboutissage et de dessin des métaux
2026-03-23
Que sont les pièces d'emboutissage en métal et comment sont-elles fabriquées
Pièces d'emboutissage en métal sont des composants métalliques formés avec précision, produits en appliquant une force contrôlée via une presse à emboutir pour déformer la tôle dans une forme définie à l'aide de matrices en acier à outils trempé. Le processus englobe une famille d'opérations — découpage, perçage, pliage, formage, frappe et gaufrage — qui peuvent être effectuées individuellement dans des matrices à un étage ou combinées dans des matrices progressives ou de transfert qui effectuent plusieurs opérations en un seul coup de presse. Le résultat est un composant avec une géométrie cohérente, des tolérances dimensionnelles serrées et des caractéristiques de finition de surface qui sont entièrement déterminées par la conception de la matrice plutôt que par les compétences de l'opérateur, faisant de l'emboutissage l'un des processus de formage des métaux les plus reproductibles et les plus évolutifs disponibles pour les fabricants.
La rentabilité des pièces d’emboutissage de métaux dépend de l’amortissement des matrices sur des volumes de production élevés. Une fois l'investissement en outillage réalisé, le coût par pièce des composants emboutis diminue rapidement avec le volume, faisant de l'emboutissage le processus de formage dominant pour toute application nécessitant des milliers ou des millions de composants métalliques identiques. Pour les fabricants d'appareils électroménagers produisant des millions d'unités par an et les équipementiers automobiles dont les modèles sont édités par centaines de milliers, l'avantage en termes de coût par pièce de l'emboutissage par rapport à l'usinage ou au moulage est décisif. Une épaisseur constante et des tolérances serrées sont automatiquement maintenues par la géométrie de la matrice, éliminant ainsi la variabilité dimensionnelle qui nécessite une inspection et un tri manuels dans des méthodes de fabrication moins précises.
Produits de pièces d'emboutissage de métaux : principes et capacités du processus
Les pièces d'emboutissage métallique sont fabriquées par emboutissage profond - un sous-processus d'emboutissage dans lequel une ébauche de tôle plate est étirée radialement dans une matrice de formage par l'action mécanique d'un poinçon, créant un composant creux et sans soudure avec une profondeur qui dépasse son diamètre. L'emboutissage profond est le processus derrière les boîtes, gobelets, coques, boîtiers et enceintes cylindriques dans pratiquement toutes les industries manufacturières. Contrairement aux opérations de pliage ou de découpage qui cisaillent ou plient le matériau, l'emboutissage profond déforme plastiquement le métal en provoquant un écoulement contrôlé du matériau depuis la zone de la bride vers la cavité de la matrice, convertissant ainsi la feuille plate en une forme tridimensionnelle sans enlèvement de matière.
La qualité des produits de pièces d'emboutissage métallique dépend de la gestion précise de plusieurs paramètres de processus en interaction : la force du serre-flan, la vitesse du poinçon, la lubrification, la ductilité du matériau et le taux d'étirage - la relation entre le diamètre du flan et le diamètre du poinçon. Le dépassement du taux d'étirage limite du matériau sans recuit intermédiaire provoque des plissements, des déchirures ou une non-uniformité de l'épaisseur de la paroi qui rend la pièce inutilisable. Les opérations modernes d'emboutissage profond utilisent la simulation par éléments finis lors de la conception des matrices pour prédire le flux de matériaux et optimiser les paramètres du processus avant de couper tout outillage, réduisant ainsi considérablement le temps de développement et les rebuts associés aux approches empiriques d'essais et d'erreurs.
Différences clés entre l'estampage et l'emboutissage profond
- Géométrie de la pièce — Les pièces d'emboutissage en métal sont généralement des composants plats ou peu profonds produits en un seul coup de presse, tandis que les pièces d'emboutissage en métal sont des coques creuses tridimensionnelles produites par un flux progressif de matière sur une ou plusieurs étapes d'étirage.
- État de contrainte du matériau — L'emboutissage soumet principalement le matériau à des contraintes de traction, de compression ou de flexion dans le plan de la feuille. L'emboutissage profond crée un état de contrainte biaxiale complexe — traction dans la paroi, compression dans la bride — qui nécessite des matériaux présentant un allongement élevé et un faible rapport limite d'élasticité/résistance à la traction pour un formage réussi.
- Complexité de l'outillage — Les matrices d'emboutissage profond nécessitent un contrôle précis du jeu entre le poinçon et la matrice, des systèmes de maintien des flans et souvent plusieurs étapes de réemboutissage pour les composants profonds, ce qui rend l'outillage plus complexe et plus coûteux que les matrices d'emboutissage à volume équivalent pour les pièces formées à plat.
- Exigences de finition de surface — Les pièces d'emboutissage métalliques utilisées dans des applications visibles, telles que les boîtiers d'appareils électroménagers ou les emballages cosmétiques, nécessitent une gestion minutieuse de la lubrification et une finition de la surface de la matrice pour éviter les marques d'outils, le grippage et la texture peau d'orange sur la surface emboutie.
Matériaux utilisés dans les opérations d'emboutissage et d'emboutissage des métaux
Sélection de matériaux pour les pièces d'emboutissage en métal et produits de pièces de dessin en métal est l’une des décisions les plus importantes dans le processus de développement de composants. Le matériau choisi doit satisfaire aux exigences de propriétés mécaniques de l'application, aux exigences de formabilité du processus d'emboutissage ou d'emboutissage, aux exigences de finition de surface de la pièce finie et aux contraintes de coût du programme de fabrication. Les matériaux suivants représentent la grande majorité des composants emboutis et emboutis dans les secteurs industriels.
| Matériel | Propriétés clés | Applications typiques |
| Acier à faible teneur en carbone (DC01–DC06) | Excellente formabilité, faible coût, soudable | Panneaux d'appareils, supports, renforts de carrosserie |
| Acier à haute résistance (HSS/AHSS) | Limite d'élasticité élevée, absorption d'énergie en cas de choc | Composants de structure et de sécurité automobiles |
| Acier galvanisé / électrozingué | Résistance à la corrosion, peut être peint | Cuves de machines à laver, cadres de réfrigérateurs |
| Acier inoxydable (304, 430) | Résistance à la corrosion, surface hygiénique | Revêtements intérieurs pour appareils électroménagers, équipement alimentaire |
| Alliage d'aluminium (1xxx, 3xxx, 5xxx) | Léger, résistant à la corrosion | Panneaux de carrosserie automobile, échangeurs de chaleur |
| Cuivre et laiton | Conductivité électrique, formabilité | Contacts électriques, connecteurs, bornes |
Pièces d'emboutissage de métal dans la fabrication d'appareils électroménagers
La fabrication d’appareils électroménagers est l’un des secteurs d’application les plus importants et les plus exigeants pour les pièces d’emboutissage en métal. Chaque catégorie de gros appareils électroménagers (réfrigérateurs, machines à laver, climatiseurs, lave-vaisselle et appareils de cuisson) contient des dizaines, voire des centaines de composants estampés qui remplissent simultanément des rôles structurels, fonctionnels et esthétiques. La cohérence dimensionnelle qu'offre l'emboutissage est essentielle dans l'assemblage d'appareils, où les composants provenant de plusieurs fournisseurs doivent s'assembler dans des tolérances d'assemblage serrées sur des lignes de production à grande vitesse.
Réfrigérateurs
Les cadres de porte de réfrigérateur font partie des pièces d’estampage les plus critiques en termes de dimensions dans la fabrication d’appareils électroménagers. Le cadre de la porte doit maintenir la planéité et la rectitude dans des tolérances serrées pour assurer un contact constant avec le joint de la porte sur tout son périmètre — une exigence directement liée à la cote d'efficacité énergétique du réfrigérateur. Tout écart dimensionnel créant des espaces entre les joints entraîne des fuites d’air froid, une augmentation de la durée de fonctionnement du compresseur et une consommation d’énergie supérieure à la valeur nominale certifiée. La capacité de l'emboutissage à maintenir ces tolérances de manière cohérente tout au long d'une production en grand volume est ce qui en fait la seule méthode de fabrication pratique pour cette application.
Machines à laver
Les supports de cuve intérieure de machine à laver sont des pièces d'emboutissage qui doivent résister à des charges dynamiques importantes (les forces centrifuges pendant les cycles d'essorage peuvent atteindre plusieurs centaines de kilogrammes) tout en maintenant des relations de position précises entre la cuve, les roulements du tambour et l'ensemble moteur. La précision dimensionnelle du support affecte directement l'équilibre des vibrations lors du filage à grande vitesse, qui à son tour détermine les niveaux de bruit, la durée de vie des roulements et la durée de vie en fatigue structurelle de l'ensemble de la machine. Les supports estampés produits avec une épaisseur constante et des tolérances serrées éliminent les variations d'assemblage qui nécessiteraient autrement des ajustements d'équilibrage individuels sur chaque unité.
Climatiseurs
Le châssis du climatiseur utilise des pièces d'estampage pour une portance stable et un montage précis du compresseur, du moteur de ventilateur, de l'échangeur de chaleur et des composants électriques. Le châssis doit conserver sa géométrie dimensionnelle malgré les contraintes mécaniques du transport, de l'installation et des années de vibrations du compresseur et du ventilateur. Les châssis en acier estampé avec une épaisseur de paroi constante offrent le rapport rigidité/poids requis pour ces applications sans le coût des alternatives usinées ou moulées.
Applications automobiles : sécurité, précision et performances
Dans le secteur automobile, les pièces d'emboutissage en métal sont essentielles à la sécurité et aux performances, de sorte que les exigences en matière de précision dimensionnelle et d'intégrité des matériaux ne sont pas négociables. Les spécifications d'estampage automobile sont parmi les plus strictes de toutes les industries manufacturières, avec des tolérances dimensionnelles sur les composants critiques pour la sécurité mesurées en dixièmes de millimètre et des exigences en matière de propriétés des matériaux vérifiées par un contrôle statistique des processus plutôt que par une inspection par échantillonnage.
Composants de freins et de suspension
Les composants d’étriers de frein représentent certaines des applications les plus exigeantes pour les pièces d’emboutissage métallique dans le secteur automobile. Le support d'étrier et le matériel de montage doivent conserver une géométrie précise pour garantir un alignement correct des plaquettes, une répartition uniforme de la force de serrage et des performances de freinage constantes sur toute la plage de températures et de charges de fonctionnement. La haute précision dimensionnelle de l'emboutissage – généralement ±0,1 mm ou mieux sur les caractéristiques critiques des outils de production – répond à ces exigences aux volumes et aux coûts exigés par la fabrication automobile. Tout écart par rapport à la géométrie spécifiée des composants de frein se traduit directement par une variabilité des performances de freinage qui affecte la certification de sécurité du véhicule.
Structures de siège et renforts de carrosserie
Les supports de siège et les renforts de panneaux de carrosserie s'appuient sur la haute précision dimensionnelle de l'estampage pour répondre aux normes strictes de sécurité automobile lors des tests de performance en cas de collision. Les supports de siège doivent maintenir l'intégrité de leur trajectoire de charge sous les forces extrêmes générées lors d'impacts frontaux et latéraux, garantissant ainsi que les systèmes de retenue des occupants fonctionnent comme prévu. Les renforts des panneaux de carrosserie (poutres anti-intrusion dans les portes, inserts de montant B et renforts de tunnel de plancher) sont de plus en plus fabriqués à partir d'acier embouti à haute résistance qui absorbe l'énergie d'un choc grâce à une déformation contrôlée, un comportement qui dépend de manière cruciale de la cohérence précise de l'épaisseur du matériau et de la précision de la géométrie. La polyvalence des pièces d'emboutissage en métal dans ces applications critiques pour la sécurité les rend indispensables pour une fabrication fiable et rentable dans le secteur automobile.
Contrôle qualité et gestion des tolérances dans la production d'emboutissage
Le maintien de la cohérence dimensionnelle tout au long de la production d'emboutissage en grand volume nécessite une approche systématique du contrôle qualité qui commence dès la conception des matrices et se poursuit à chaque étape de la production. La précision dimensionnelle qui rend les pièces d'emboutissage métalliques précieuses lors de l'assemblage (réduction des écarts d'assemblage, réduction des coûts de production et amélioration de la durabilité du produit) n'est pas un résultat automatique du processus d'emboutissage. C'est le résultat d'un contrôle discipliné des processus appliqué de manière cohérente tout au long du cycle de production.
- Inspection premier article (FAI) — La vérification dimensionnelle complète des premières pièces de production par rapport au dessin technique à l'aide de machines à mesurer tridimensionnelles (MMT) confirme que la matrice produit des pièces dans les limites de tolérance avant le début de la production en série. Les données FAI fournissent la référence par rapport à laquelle les variations ultérieures de la production sont mesurées.
- Contrôle statistique des processus (SPC) — La surveillance continue des dimensions critiques pendant la production à l'aide de cartes de contrôle identifie les dérives du processus avant qu'il ne produise des pièces hors tolérance, permettant des ajustements préventifs des outils plutôt que la génération réactive de rebuts.
- Calendriers d'entretien des matrices — L'usure progressive des matrices — en particulier au niveau des arêtes de coupe, des rayons de courbure et des cordons d'étirage — affecte directement les dimensions des pièces. Des intervalles structurés de maintenance des matrices basés sur le nombre de pièces, avec une vérification dimensionnelle à chaque intervalle, empêchent la dérive de tolérance causée par l'usure de l'outil d'atteindre les produits assemblés.
- Contrôle de réception des matériaux — La variation de l'épaisseur de la tôle, l'écart de la limite d'élasticité et l'état de surface affectent tous les dimensions des pièces d'emboutissage et le comportement du retour élastique. La vérification des matériaux entrants par rapport aux rapports d'essais certifiés de l'usine et l'échantillonnage statistique des propriétés physiques empêchent les variations dimensionnelles induites par les matériaux d'entrer dans le processus.
-

Article précédent
Guide des matrices d'emboutissage en métal pour emboutissage profond pour pièces automobiles
Article suivant
Pièces d'emboutissage en métal pour l'automobile et les appareils électroménagers : processus, matériaux et normes de qualité
Notre Produits.
Démarrez votre entreprise avec un fabricant OEM ici !
Fournir aux clients du monde entier des solutions complètes clé en main
à travers
innover !
LIENS RAPIDES
À PROPOS DE NOUS
INFORMATIONS DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
Droit d'auteur © Équipement Cie., Ltd de moule de Suzhou Shuangqisi. Tous droits réservés. Matrice d'estampage personnalisée Fabricants de matrices d'estampage en métal
