
-
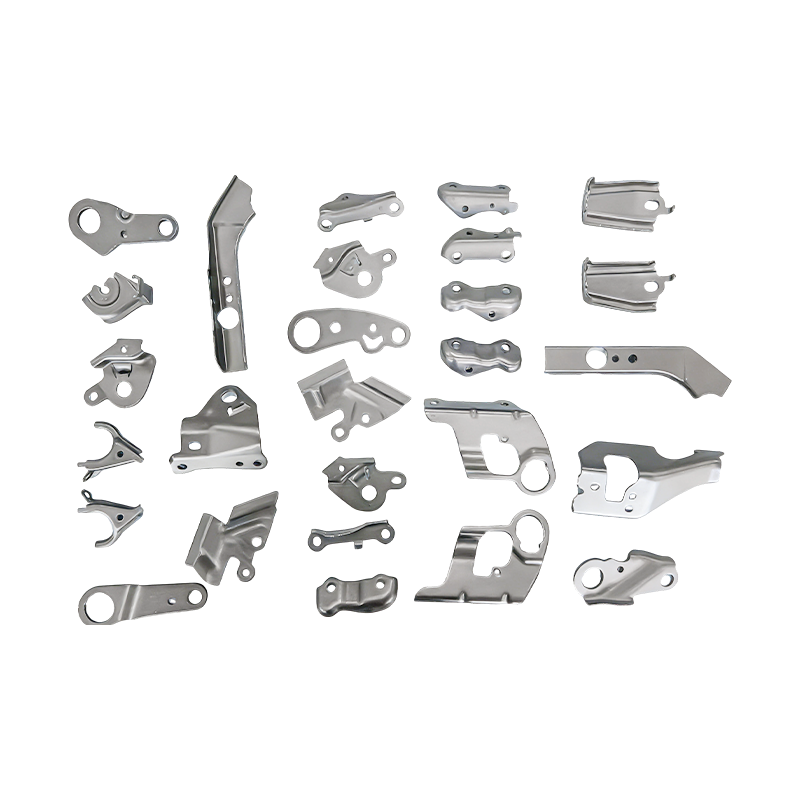
Pièces d'estampage progressif de petites pièces automobiles
Nos pièces d'estampage progressif pour pet...
-
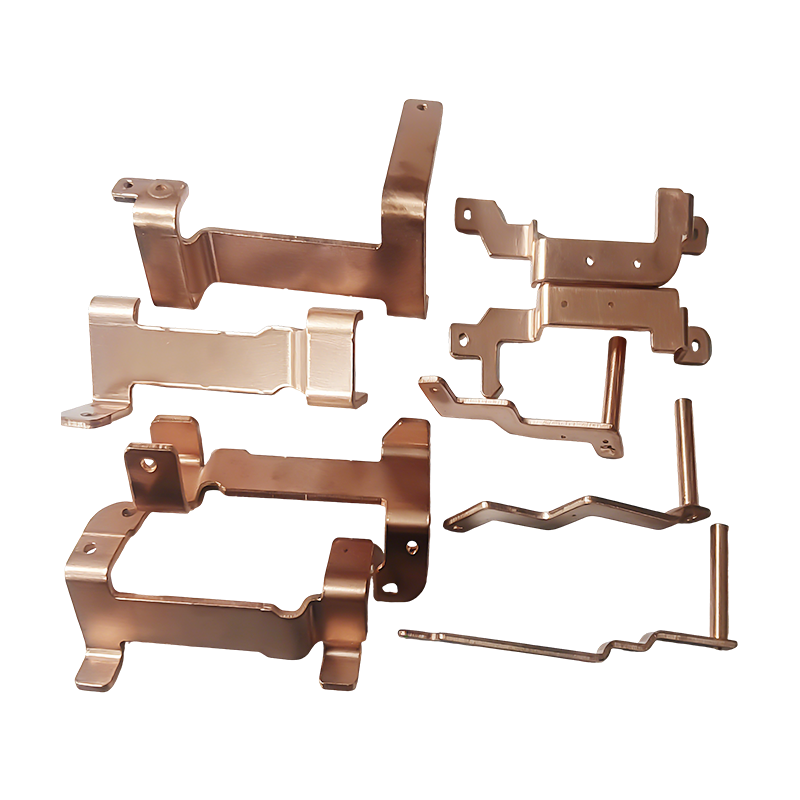
Pièces d'estampage de barres omnibus en cuivre pour véhicules à énergie nouvelle
Les pièces d'estampage de barres omnibus e...
-
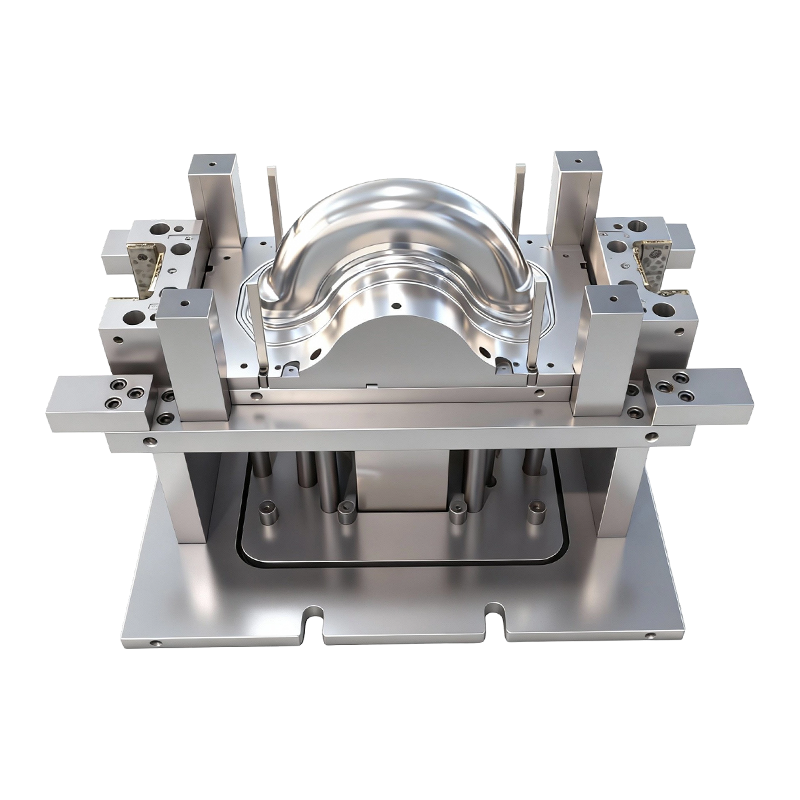
Moule d'emboutissage pour roues avant et arrière de véhicules électriques à deux roues
Ce moule d'emboutissage profond pour roues...
-
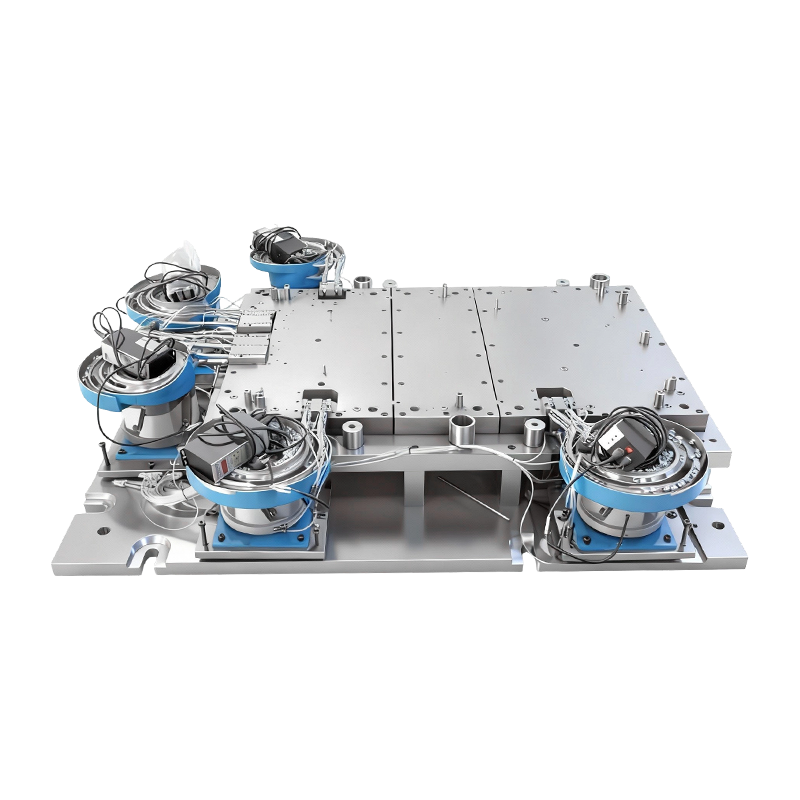
Moule de rivetage automatique pour grande base de machine informatique
Ce moule de rivetage automatique pour grande ba...
-
Petites pièces estampées pour ordinateurs portables et téléphones portables
En tant que composants internes essentiels de l...
-

Pièces d'estampage de carter de moteur automobile
Les pièces d'estampage des carters de mote...
Nouvelles de l'industrie
Accueil / Actualités / Nouvelles de l'industrie / Pièces d'emboutissage en métal pour l'automobile et les appareils électroménagers : processus, matériaux et normes de qualité
Pièces d'emboutissage en métal pour l'automobile et les appareils électroménagers : processus, matériaux et normes de qualité
2026-03-16
Qu’est-ce que la fabrication d’emboutissage ?
La fabrication par emboutissage est un processus de formage à froid des métaux dans lequel une tôle plate est introduite dans une presse à emboutir équipée d'un jeu de matrices personnalisé, et une force mécanique ou hydraulique est appliquée pour couper, plier, étirer ou gaufrer le matériau dans une forme définie avec précision. Le processus englobe une large famille d'opérations — découpage, perçage, formage, emboutissage profond, estampage et emboutissage progressif — chacune adaptée à différentes géométries, épaisseurs de matériaux et volumes de production. Ce qui unit toutes ces opérations est l’avantage fondamental de l’emboutissage : la capacité de produire de grandes quantités de pièces d’emboutissage métalliques aux dimensions constantes à grande vitesse et à faible coût unitaire, avec un minimum de déchets de matière par rapport aux méthodes d’usinage soustractives.
Moderne fabrication d'emboutissage s'appuie sur des presses servocommandées et hydrauliques d'une force de 20 à plus de 2 000 tonnes, associées à des outils de précision fabriqués selon des tolérances mesurées en micromètres. Les logiciels de conception de matrices et de simulation assistés par ordinateur permettent aux ingénieurs de prédire l'écoulement, le retour élastique et l'amincissement du métal avant qu'une seule pièce d'acier ne soit coupée, réduisant ainsi considérablement les cycles de développement d'outillage et les taux de rejet du premier article. Le résultat est une discipline de fabrication capable de fournir des pièces d'emboutissage en métal qui répondent aux exigences dimensionnelles et structurelles exigeantes de secteurs aussi divers que l'électronique grand public, les appareils électroménagers et l'ingénierie automobile.
Processus de base dans la fabrication d'emboutissage
Comprendre les opérations spécifiques qui constituent la fabrication d'emboutissage aide les ingénieurs d'approvisionnement et les concepteurs de produits à sélectionner l'approche la plus rentable pour une géométrie de composant et un volume de production donnés. Les principales catégories de processus comportent chacune des exigences d’outillage et des caractéristiques de sortie distinctes.
Estampage progressif
L'estampage progressif fait passer une bande métallique à travers une série de stations au sein d'un seul ensemble de matrices, chaque station effectuant une opération (poinçonnage, entaillage, pliage ou formage) à mesure que la bande avance. Au moment où la bande quitte le poste final, les pièces d'emboutissage métalliques entièrement formées sont séparées de la bande porteuse et collectées. Cette approche est très efficace pour les pièces de petite et moyenne taille produites en très grands volumes, telles que les connecteurs de bornes, les clips de support et le matériel de montage d'appareils, car l'ensemble de la séquence s'exécute à la vitesse de la presse sans manipulation manuelle des pièces entre les opérations.
Dessin profond
L'emboutissage profond convertit une ébauche de métal plate en une coque creuse et sans soudure en la pressant dans une cavité de matrice à l'aide d'un poinçon. Le processus est fondamental pour la production de composants cylindriques et en forme de boîte, notamment les supports de cuve intérieure de machine à laver, les canettes de boisson et les boîtiers de réservoir de carburant automobile. Le choix du matériau est essentiel en emboutissage profond : le métal doit présenter une ductilité suffisante et des rapports de formage favorables pour subir la grande déformation plastique requise sans se déchirer ni se froisser. L'acier à faible teneur en carbone, les alliages d'aluminium et l'acier inoxydable sont les matériaux emboutis les plus couramment utilisés dans les applications d'emboutissage d'appareils électroménagers et automobiles.
Suppression fine
Le découpage fin est un processus d'estampage spécialisé qui produit des pièces avec des bords cisaillés d'une douceur et d'une planéité exceptionnelles, éliminant les opérations de finition secondaires requises par le découpage conventionnel. En appliquant une contre-pression et une force annulaire de jalonnement simultanément avec la force de découpage, le découpage fin maintient le matériau dans un état de contrainte de compression tout au long du processus de cisaillement, produisant des surfaces de coupe lisses sur presque toute l'épaisseur du matériau. Cela fait du découpage fin le processus privilégié pour les composants d'étriers de frein et les supports de siège dans les applications automobiles, où la qualité des bords affecte directement la durée de vie en fatigue et l'ajustement de l'assemblage.
Pièces d'emboutissage de métal dans la fabrication d'appareils électroménagers
Les appareils électroménagers représentent l’un des domaines d’application les plus volumineux pour les pièces d’emboutissage de métaux. La combinaison de la complexité structurelle, des exigences de cohérence dimensionnelle et de la sensibilité aux coûts dans la fabrication d’appareils s’aligne précisément sur ce qu’offre la fabrication d’emboutissage. Dans toutes les catégories de produits, les composants estampés gèrent les fonctions de portance, d'alignement et de boîtier qui définissent la fiabilité à long terme de l'appliance.
Dans les réfrigérateurs, les cadres de porte produits par profilage et estampage progressif fournissent le périmètre rigide qui supporte le poids de la porte, maintient les surfaces d'étanchéité des joints et accueille les points de fixation des charnières. La précision dimensionnelle de ces cadres affecte directement l'alignement de la porte et l'efficacité énergétique : un cadre de porte hors tolérance, même d'une fraction de millimètre, peut produire une fuite de joint qui augmente la fréquence des cycles du compresseur et la consommation d'énergie. Les supports de cuve intérieure de machine à laver, généralement fabriqués à partir de tôle d'acier galvanisé ou inoxydable, doivent résister à des charges de déséquilibre de rotation à grande vitesse et à des cycles thermiques répétés sans rupture de fatigue. Les panneaux du châssis du climatiseur forment le squelette structurel de l'unité extérieure, maintenant les compresseurs, les ventilateurs et les échangeurs de chaleur dans une relation spatiale précise tout en résistant aux vibrations et à l'exposition aux intempéries.
L'épaisseur constante et les tolérances serrées des pièces d'emboutissage en métal réduisent les écarts d'assemblage dans toutes ces applications, simplifiant ainsi le processus d'assemblage final, réduisant le besoin de fixations réglables ou d'opérations de calage et améliorant la qualité esthétique du produit fini.
Pièces d'emboutissage de métaux dans les applications automobiles
L'industrie automobile est le plus grand consommateur de pièces embouties en métal au monde, avec un véhicule de tourisme typique contenant plusieurs centaines de composants individuels emboutis allant des panneaux de carrosserie mesurés en mètres carrés aux composants de freins de précision mesurés en millimètres. La fabrication d'emboutissage automobile est soumise aux normes de propriétés dimensionnelles et mécaniques les plus rigoureuses de toutes les applications commerciales, car les conséquences d'une défaillance d'un composant s'étendent à la sécurité des passagers et à la conformité réglementaire.
Les renforts de panneaux de carrosserie — les éléments structurels internes qui rigidifient les revêtements de porte, les panneaux de toit et les ensembles de capot — sont produits par une combinaison d'opérations d'emboutissage profond, de formage par étirage et de réamorçage. Ces composants doivent atteindre une géométrie de contour précise pour garantir un ajustement correct avec les panneaux extérieurs et un positionnement précis des brides de soudure pour l'assemblage de la carrosserie en blanc. L'acier à haute résistance et les nuances d'acier avancées à haute résistance sont de plus en plus utilisées dans les renforts de carrosserie afin d'obtenir l'absorption d'énergie requise en cas de collision avec une épaisseur et un poids de matériau réduits.
Les supports de siège constituent une autre catégorie critique de pièces d’emboutissage de métaux automobiles. Ces composants fixent la structure du siège au plancher du véhicule et doivent résister aux charges statiques et dynamiques définies par les normes de protection des occupants en cas de collision. Les composants de support de siège finement découpés ou estampés avec précision offrent la qualité des bords et la planéité requises pour un couple de boulon constant et une force de serrage des joints fiable tout au long de la durée de vie du véhicule. Les composants des étriers de frein, y compris les supports d'étrier et les plaques d'ancrage, sont produits avec une précision dimensionnelle qui garantit un alignement correct des plaquettes, une usure uniforme des plaquettes et des performances de freinage prévisibles sur toute la plage de températures de fonctionnement.
Sélection de matériaux pour les pièces d'emboutissage en métal
Les performances des pièces d’emboutissage en métal sont indissociables du matériau à partir duquel elles sont formées. La fabrication par emboutissage est compatible avec une large gamme de métaux et d'alliages, et la sélection du matériau optimal nécessite d'équilibrer la formabilité, les propriétés mécaniques, la résistance à la corrosion et le coût.
| Matériel | Propriétés clés | Applications typiques |
| Acier à faible teneur en carbone (DC01/DC04) | Excellente formabilité, faible coût | Châssis, supports, boîtiers d'appareils |
| Acier à haute résistance (HSLA) | Limite d'élasticité élevée, bonne soudabilité | Renforts de panneaux de carrosserie, structures de sièges |
| Acier inoxydable (304/430) | Résistance à la corrosion, finition de surface | Cuves de machine à laver, panneaux d'appareils électroménagers |
| Alliage d'aluminium (5052/6061) | Léger, résistant à la corrosion | Pièces de carrosserie automobile, dissipateurs thermiques |
| Acier galvanisé | Revêtement de zinc, durabilité extérieure | Châssis de climatiseur, supports extérieurs |
Contrôle qualité dans la fabrication d'emboutissage
Le maintien de la cohérence dimensionnelle tout au long des séries de production en grand volume constitue le principal défi de qualité dans la fabrication d’emboutissage. L'usure des matrices, la variation des lots de matériaux, l'incohérence de la lubrification et la déflexion du lit de presse peuvent tous introduire une dérive dimensionnelle au fil du temps, ce qui rend la mesure systématique et la surveillance du processus essentielles pour produire des pièces d'emboutissage en métal qui restent conformes aux spécifications sur des milliers ou des millions de cycles.
Les principaux fabricants d'emboutissage mettent en œuvre un système qualité à plusieurs niveaux qui combine la détection dans la matrice, le contrôle statistique des processus et l'inspection des machines à mesurer tridimensionnelles. Les principales pratiques de contrôle qualité comprennent :
- Inspection du premier article (FAI) : Vérification dimensionnelle complète des premières pièces de production par rapport aux dessins techniques avant le lancement de la production en volume.
- Échantillonnage en cours de processus : Mesure périodique des dimensions critiques à des intervalles de production définis pour détecter l'usure des outils ou la dérive du processus avant que les pièces hors tolérance ne s'accumulent.
- Vérification MMT : Les machines à mesurer tridimensionnelles fournissent des données dimensionnelles tridimensionnelles pour des surfaces formées complexes qui ne peuvent pas être vérifiées avec des jauges manuelles.
- Inspection des surfaces et des bords : Inspection visuelle et tactile des bavures, des fissures, des rides et des défauts de surface qui affectent l'ajustement de l'assemblage ou la durée de vie en fatigue.
- Examen de la certification des matériaux : Les certificats d'essai des matériaux entrants sont vérifiés par rapport aux exigences des spécifications en matière de résistance à la traction, de limite d'élasticité, d'allongement et de poids du revêtement.
Pourquoi la fabrication par emboutissage reste le choix préféré
Malgré l'émergence de technologies de formage alternatives, notamment la découpe laser, l'hydroformage et la fabrication additive, la fabrication par emboutissage conserve sa position dominante dans la production de composants métalliques en grand volume pour des raisons impérieuses et durables. Les aspects économiques de l’emboutissage sont fondamentalement favorables à grande échelle : une fois l’investissement en outillage amorti, le coût par pièce d’une pièce métallique emboutie ne représente généralement qu’une fraction de ce que n’importe quel procédé alternatif peut réaliser à volumes équivalents. Des vitesses de presse de plusieurs centaines de coups par minute, combinées à l'alimentation automatisée des bobines et à la manipulation des pièces, permettent des taux de production qu'aucun autre processus de formage de précision des métaux ne peut égaler.
Au-delà de l’aspect économique, les propriétés mécaniques des pièces métalliques embouties sont améliorées par l’effet d’écrouissage inhérent au processus d’emboutissage. La déformation plastique pendant le formage augmente la dureté et la limite d'élasticité du matériau dans les régions déformées grâce à l'écrouissage, produisant des pièces finies avec de meilleures performances mécaniques que la feuille d'origine. Cet effet est particulièrement précieux dans les composants structurels automobiles où le rapport résistance/poids est un facteur de conception principal. Pour les fabricants des secteurs de l'électroménager et de l'automobile à la recherche de composants fiables, rentables et dimensionnellement précis, la fabrication par emboutissage reste le fondement incontesté des chaînes d'approvisionnement modernes en composants métalliques.
Article précédent
Guide des pièces d'emboutissage et de dessin des métaux
Article suivant
Quelles sont les principales différences entre le micro-estampage et les pièces électroniques standard ?
Notre Produits.
Démarrez votre entreprise avec un fabricant OEM ici !
Fournir aux clients du monde entier des solutions complètes clé en main
à travers
innover !
LIENS RAPIDES
À PROPOS DE NOUS
INFORMATIONS DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
Droit d'auteur © Équipement Cie., Ltd de moule de Suzhou Shuangqisi. Tous droits réservés. Matrice d'estampage personnalisée Fabricants de matrices d'estampage en métal
