
-
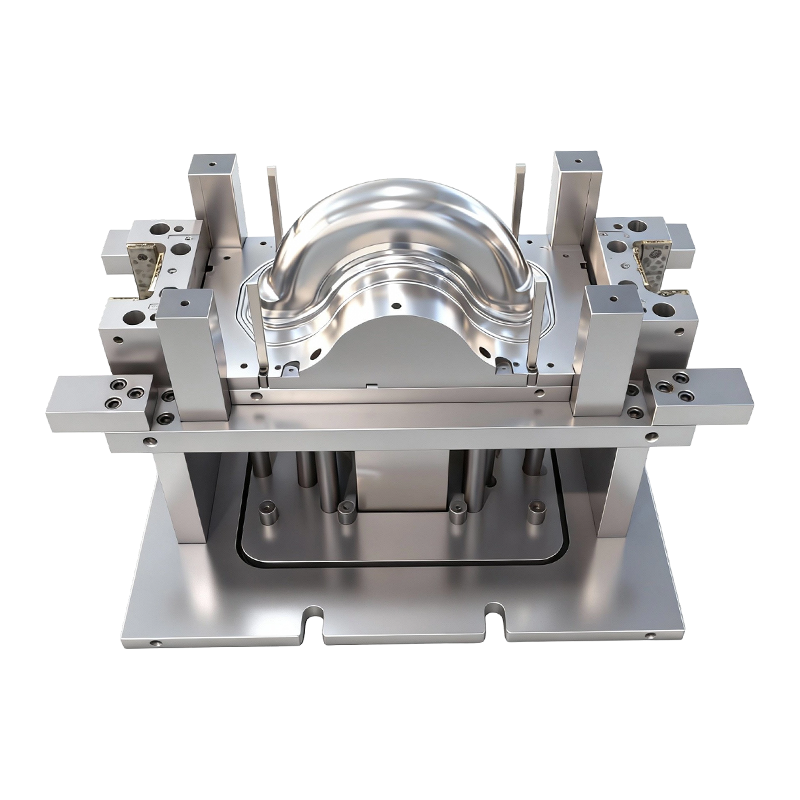
Moule d'emboutissage pour roues avant et arrière de véhicules électriques à deux roues
Ce moule d'emboutissage profond pour roues...
-
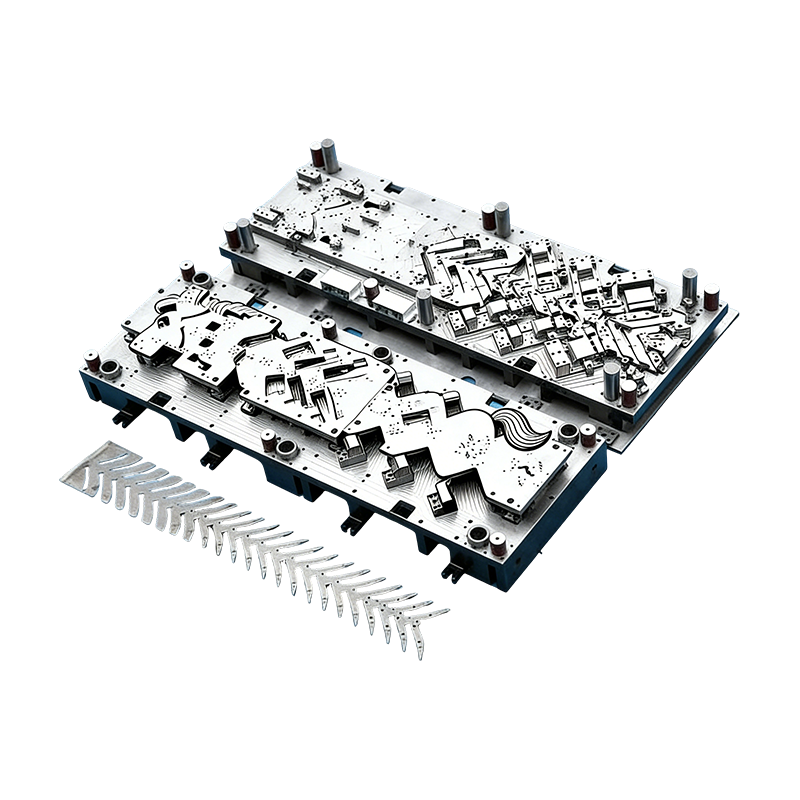
Moules progressifs pour pièces automobiles
Ce moule continu pour carters de moteur automob...
-
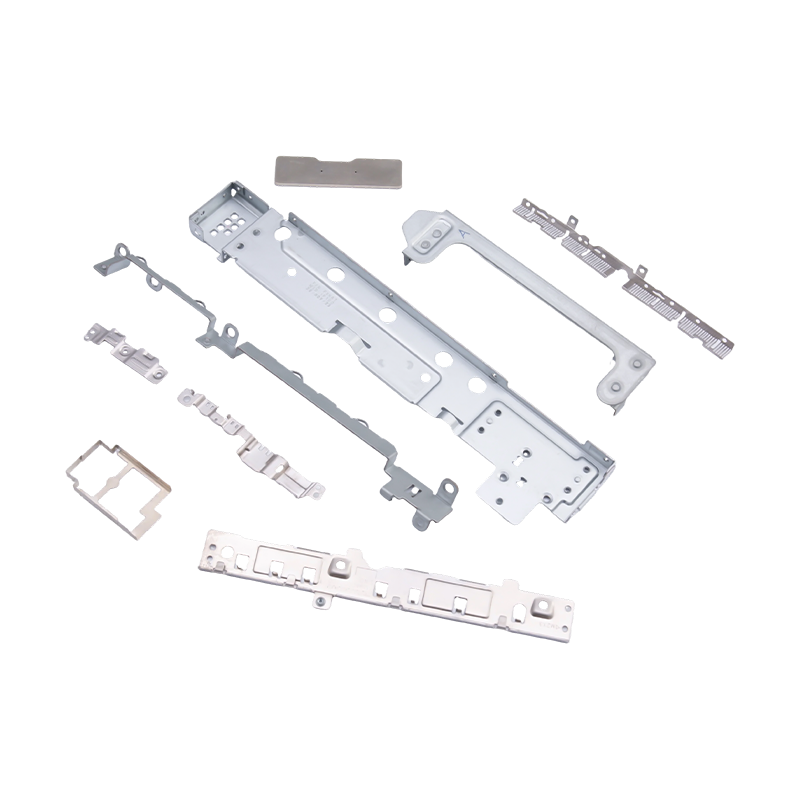
Petites pièces estampées pour ordinateurs portables et téléphones portables
En tant que composants internes essentiels de l...
-
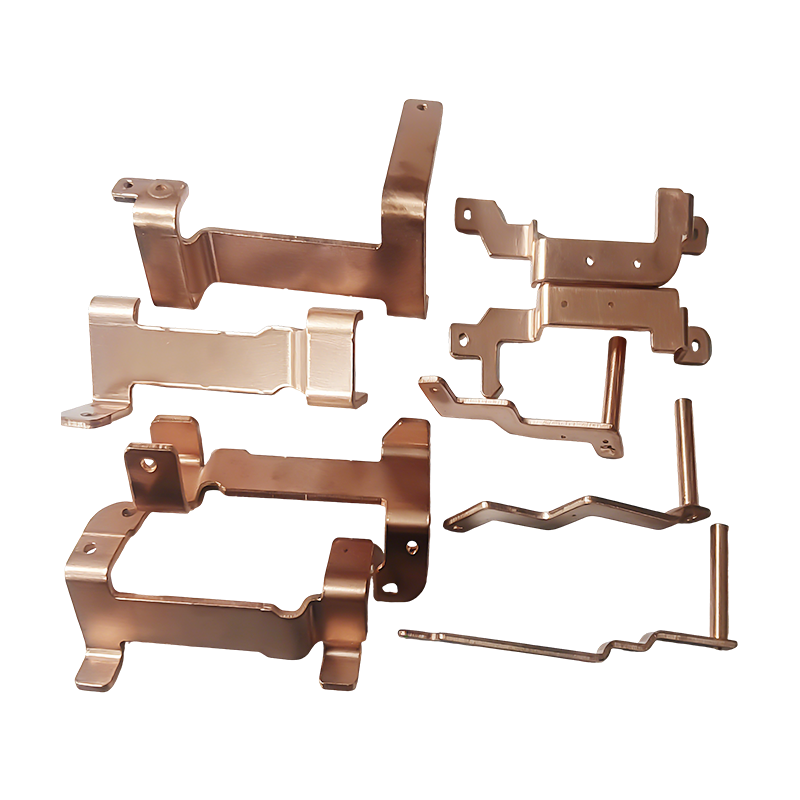
Pièces d'estampage de barres omnibus en cuivre pour véhicules à énergie nouvelle
Les pièces d'estampage de barres omnibus e...
-
Pièces d'estampage pour ordinateur portable
Nos pièces d'estampage pour ordinateurs po...
-
Pièces d'emboutissage au four haut de gamme
Nos pièces d'estampage pour four haut de g...
Nouvelles de l'industrie
Accueil / Actualités / Nouvelles de l'industrie / Guide des matrices d'emboutissage en métal pour emboutissage profond pour pièces automobiles
Guide des matrices d'emboutissage en métal pour emboutissage profond pour pièces automobiles
2026-03-30
Les principes fondamentaux de l'emboutissage profond dans les matrices d'emboutissage des métaux
Dans le monde complexe de la fabrication, Matrices d'emboutissage en métal servir d’épine dorsale à la production en série de composants métalliques précis. Parmi les différents types d’opérations d’emboutissage, l’emboutissage profond se distingue comme un processus essentiel pour transformer des tôles plates en formes creuses tridimensionnelles. Contrairement au simple pliage ou découpage, l’emboutissage profond implique un jeu de forces sophistiqué dans lequel un poinçon force une ébauche métallique dans une cavité de matrice. L'objectif principal est de contrôler le flux de matériau, en garantissant que la feuille s'étire et s'écoule selon la géométrie souhaitée sans compromettre son intégrité structurelle ou l'uniformité de son épaisseur. Ce processus est essentiel pour créer des pièces qui nécessitent une profondeur importante par rapport à leur diamètre, une exigence courante dans les industries allant des biens de consommation à la machinerie lourde.
La mécanique de l’emboutissage profond repose fortement sur la déformation plastique du matériau. Au fur et à mesure que le poinçon descend, l'ébauche métallique est tirée sur le rayon de la matrice. La zone de l'ébauche qui se trouve au-dessus de l'ouverture de la matrice devient la paroi de la coupelle ou de la pièce, tandis que la bride extérieure est tirée radialement vers l'intérieur. Cet étirement radial provoque un rétrécissement du diamètre de la bride, ce qui induit naturellement des contraintes circonférentielles de compression. Si ces contraintes ne sont pas gérées correctement, le matériau va se déformer, entraînant des rides. À l’inverse, si la contrainte de traction dans la paroi de la coupelle dépasse la limite d’élasticité du matériau, la pièce se déchirera ou se fissurera. Par conséquent, la conception des matrices d’emboutissage des métaux pour l’emboutissage profond n’est pas seulement une question de forme ; il s'agit de gestion du stress.
Contrôler le flux de matériaux et prévenir les défauts
Pour réussir un emboutissage profond, les ingénieurs doivent contrôler méticuleusement des paramètres tels que la force du serre-flan et le jeu de la matrice. Le support de flan, ou tampon de pression, applique une force spécifique sur la bride du flan. Cette force est un équilibre délicat : elle doit être suffisamment élevée pour empêcher le matériau de se froisser lorsqu'il s'écoule vers l'intérieur, mais suffisamment faible pour permettre au matériau de glisser librement dans la cavité de la matrice. Si la force est trop élevée, le matériau ne peut pas s'écouler, ce qui entraîne un amincissement et une éventuelle fracture au niveau du rayon du poinçon. Si elle est trop faible, les contraintes de compression dans la bride provoquent des plis disgracieux et structurellement faibles.
Le jeu des matrices est un autre facteur essentiel. Il s'agit de l'espace entre le poinçon et la paroi de la matrice. Dans l'emboutissage profond standard, le jeu est généralement légèrement supérieur à l'épaisseur de la tôle pour permettre au matériau de s'écouler sans repassage excessif. Cependant, dans les processus connus sous le nom d'« emboutissage profond d'amincissement » ou de « repassage », le jeu est intentionnellement inférieur à l'épaisseur initiale du matériau. Cela réduit l'épaisseur de la paroi et augmente la hauteur de la pièce tout en améliorant l'état de surface et la précision dimensionnelle. Pour faciliter cet écoulement et réduire les frictions génératrices de chaleur et d’usure, la lubrification est essentielle. Les lubrifiants avancés et les revêtements de surface sur la matrice elle-même contribuent à prolonger la durée de vie de la matrice et à garantir une qualité constante des pièces.
Défauts courants et solutions
- Rides : Causé par une contrainte de compression excessive dans la bride. Résolu en augmentant la force du support de flan ou en utilisant des billes de tirage pour restreindre le débit.
- Fracture/déchirure : Se produit lorsque la contrainte de traction dépasse les limites du matériau. Résolu en augmentant le jeu de la matrice, en améliorant la lubrification ou en recuit le matériau pour restaurer la ductilité.
- Boucle d'oreille : Hauteur inégale au sommet de la pièce emboutie en raison de l'anisotropie de la structure des grains métalliques. Contrôlé par l’optimisation des opérations d’orientation des flans ou de détourage.
Intégration avec des moules progressifs pour pièces automobiles
Alors que l'emboutissage profond en une seule étape est courant pour les pièces simples et de grande taille, l'industrie automobile exige souvent une production en grande série de composants complexes. C’est là que les moules progressifs pour pièces automobiles deviennent indispensables. Dans une configuration de matrice progressive, une bande de métal passe par plusieurs stations au sein d’une seule matrice. Chaque station effectue une opération différente (perçage, pliage et emboutissage) jusqu'à ce qu'une pièce finie soit produite au poste final. L'intégration de l'emboutissage profond dans une matrice progressive est techniquement un défi car le matériau doit être transporté entre les stations sans déformer la forme emboutie.
Les constructeurs automobiles utilisent ces moules progressifs pour créer de tout, des petits supports de connecteurs aux éléments structurels plus grands. Par exemple, la production de composants de système de carburant ou de pièces d’échappement implique souvent une série d’étapes d’étirage au sein d’une ligne progressive. L'avantage réside dans la rapidité et la cohérence. En automatisant le transfert de la pièce d’une étape d’étirage à la suivante, les fabricants peuvent produire des milliers de pièces par heure avec une intervention humaine minimale. Cependant, la conception de moules progressifs pour pièces automobiles nécessite une attention particulière à la « bande de support », qui maintient la pièce lors de son déplacement dans la matrice. Le support doit être suffisamment solide pour résister aux forces d’étirage mais facile à séparer de la pièce finale.
Conceptions structurelles avancées pour les géométries complexes
À mesure que les conceptions automobiles deviennent plus aérodynamiques et que les règles de sécurité sont plus strictes, la complexité géométrique des pièces estampées augmente. Les matrices d'emboutissage profond standard ne peuvent souvent pas atteindre les profondeurs ou les formes requises en un seul coup. Par conséquent, des conceptions structurelles spécialisées ont été développées pour répondre à ces exigences techniques. Ces conceptions permettent un formage en plusieurs étapes en un seul coup de presse ou en plusieurs opérations, garantissant que même les pièces creuses les plus complexes peuvent être fabriquées efficacement.
| Type de matrice | Fonction | Demande |
| Emboutissage initial inversé | Le poinçon se déplace vers le haut ou la matrice se déplace vers le bas pour former initialement la pièce de l’intérieur vers l’extérieur. | Utilisé pour les pièces nécessitant une grande stabilité lors de la première étape de formage. |
| Dessin inversé sans support vierge | Redessine la pièce dans la direction opposée sans serre-flan traditionnel, en s'appuyant sur la géométrie de la matrice. | Idéal pour réduire le diamètre tout en augmentant la hauteur dans les étapes suivantes. |
| Dessin d'amincissement à double matrice | Utilise deux matrices concentriques pour affiner considérablement l’épaisseur de la paroi tout en allongeant la pièce. | Fabrication de cylindres haute pression ou de carters automobiles de précision. |
Techniques de dessin inversé
Le dessin inversé est une technique puissante utilisée lorsqu'une pièce doit être dessinée plus profondément que le matériau ne le permet en un seul dessin vers l'avant. Dans ce processus, le gobelet partiellement étiré est retourné ou tiré dans la direction opposée à la station suivante. Ce travail durcit le matériau différemment et permet d'obtenir des rapports profondeur/diamètre plus élevés. Les matrices d'emboutissage profond inversé sans support de flan sont particulièrement utiles ici, car elles simplifient la structure de l'outillage tout en gardant le contrôle du flux de matière pendant le processus d'inversion.
Améliorer la durée de vie des matrices et la qualité de surface
La longévité de Matrices d'emboutissage en métal est directement corrélé à la qualité de surface des pièces produites et à la rentabilité de la chaîne de fabrication. L'emboutissage profond implique une friction et une pression importantes, qui peuvent entraîner un grippage (matériau collant à la matrice) et une usure. Pour lutter contre ce problème, la fabrication moderne de matrices utilise des techniques avancées de polissage et de revêtement. Le polissage des rayons de la matrice jusqu'à une finition miroir réduit la friction, permettant au métal de s'écouler en douceur. De plus, des revêtements tels que du nitrure de titane (TiN) ou du carbone de type diamant (DLC) sont appliqués sur les surfaces de travail de la filière.
Ces revêtements offrent une surface dure à faible friction qui résiste à l'abrasion et à la corrosion. Dans le contexte des moules progressifs pour pièces automobiles, où la disponibilité est critique, les matrices revêtues réduisent la fréquence des arrêts de maintenance et les taux de rejet de pièces. De plus, le choix des matériaux des matrices est crucial. Les aciers à outils à haute teneur en carbone et en chrome sont souvent utilisés pour leur résistance à l'usure, tandis que les inserts en carbure de tungstène peuvent être utilisés dans des applications à grand volume où une durabilité extrême est requise. En combinant une conception structurelle robuste avec l'ingénierie de surface, les fabricants peuvent garantir que les matrices d'emboutissage profond fonctionnent de manière fiable sur des millions de cycles.
Applications dans la fabrication automobile moderne
L'application de la technologie d'emboutissage profond est omniprésente dans le secteur automobile. L’un des exemples les plus classiques est la fabrication de réservoirs de carburant pour automobiles. Ces composants nécessitent des formes complexes et creuses capables de résister à la pression interne et aux impacts externes. L'emboutissage profond permet la création de ces conteneurs sans soudure à partir de tôle, garantissant une intégrité étanche. De même, les lavabos et éviers en émail, bien que biens de consommation, partagent les mêmes principes de fabrication, démontrant la polyvalence du processus.
À l’ère des véhicules électriques (VE), la demande de pièces embouties a explosé. Les boîtiers de batterie, les carters de moteur et les crash-box structurels utilisent souvent des processus d'emboutissage profond pour obtenir des boîtiers légers mais solides. La possibilité d’amincir le matériau pendant le processus d’emboutissage (emboutissage profond amincissant) contribue à réduire le poids total du véhicule, ce qui est essentiel pour prolonger l’autonomie de la batterie. À mesure que l’industrie s’oriente vers des matériaux plus légers comme l’aluminium et l’acier à haute résistance, le rôle des matrices d’emboutissage de métaux spécialisées devient encore plus important. Les ingénieurs doivent adapter la conception des matrices pour gérer les différentes caractéristiques de retour élastique et les limites de formabilité de ces alliages avancés, garantissant ainsi que la prochaine génération de véhicules soit à la fois sûre et efficace.
Article précédent
Matrices d'estampage de précision pour l'électronique et les appareils électroménagers : solutions de fabrication à haute efficacité en 2026
Article suivant
Guide des pièces d'emboutissage et de dessin des métaux
Notre Produits.
Démarrez votre entreprise avec un fabricant OEM ici !
Fournir aux clients du monde entier des solutions complètes clé en main
à travers
innover !
LIENS RAPIDES
À PROPOS DE NOUS
INFORMATIONS DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
Droit d'auteur © Équipement Cie., Ltd de moule de Suzhou Shuangqisi. Tous droits réservés. Matrice d'estampage personnalisée Fabricants de matrices d'estampage en métal
