-
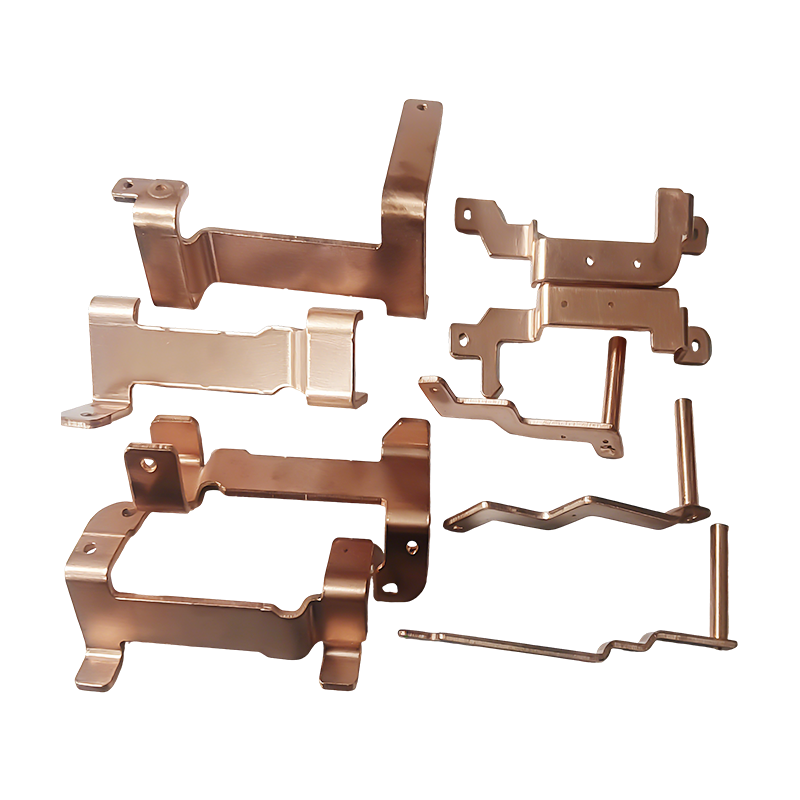
Pièces d'estampage de barres omnibus en cuivre pour véhicules à énergie nouvelle
Les pièces d'estampage de barres omnibus e...
-
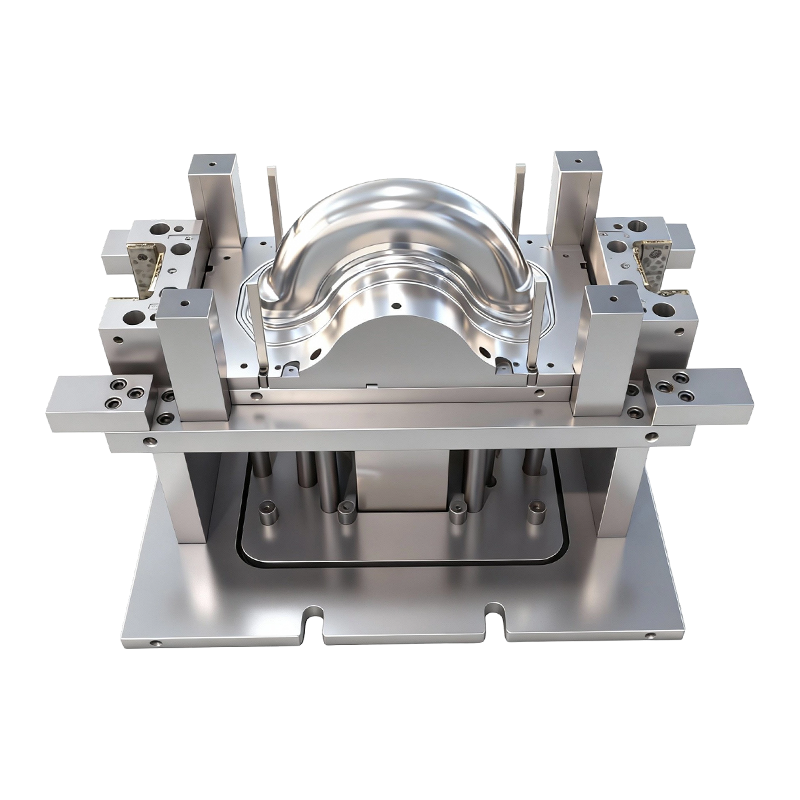
Moule d'emboutissage pour roues avant et arrière de véhicules électriques à deux roues
Ce moule d'emboutissage profond pour roues...
-
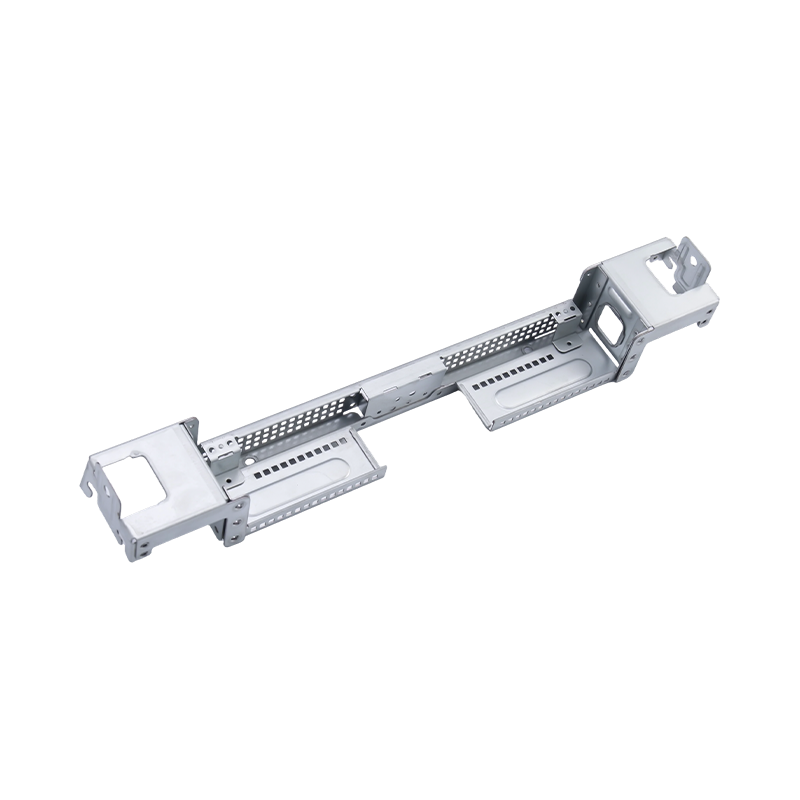
Grandes pièces d'estampage informatique haut de gamme
Nos grandes pièces d'estampage pour ordina...
-
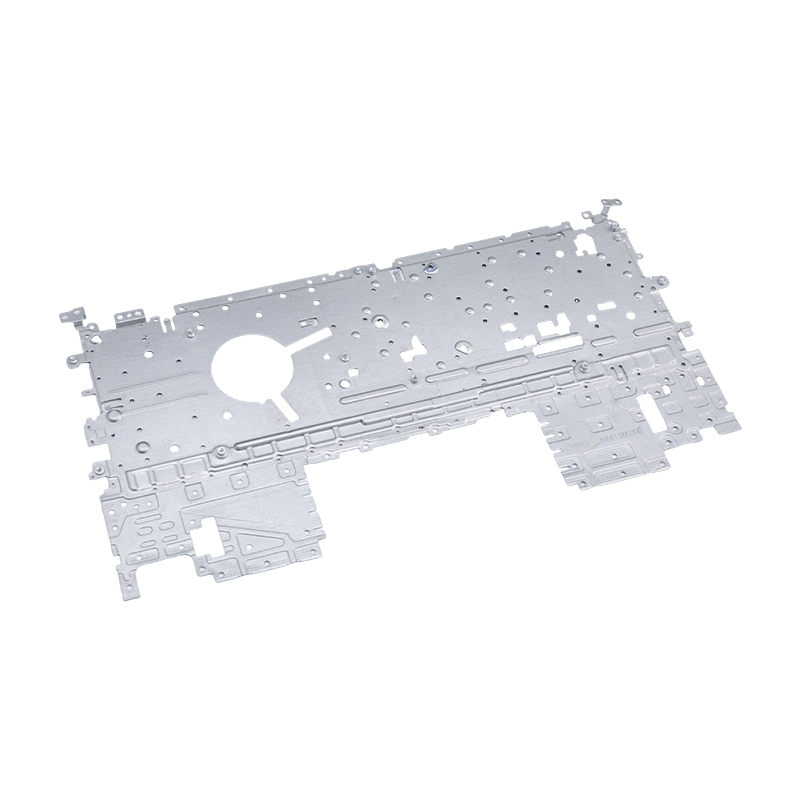
Pièces d'estampage pour ordinateur portable
Nos pièces d'estampage pour ordinateurs po...
-
Petites pièces estampées pour ordinateurs portables et téléphones portables
En tant que composants internes essentiels de l...
-

Pièces d'estampage pour camions lourds
Nos pièces d'estampage pour camions lourds...
Nouvelles de l'industrie
Accueil / Actualités / Nouvelles de l'industrie / Pourquoi les matrices d'estampage électroniques nécessitent-elles des tolérances plus strictes que les matrices d'estampage pour appareils électroménagers ?
Pourquoi les matrices d'estampage électroniques nécessitent-elles des tolérances plus strictes que les matrices d'estampage pour appareils électroménagers ?
2026-02-25
L'écart fonctionnel qui entraîne des différences de tolérance
Les exigences de tolérance de toute matrice d'emboutissage découlent en fin de compte de ce que la pièce finie doit faire en service. Matrices d'estampage pour appareils électroménagers produire des composants - panneaux de tambour de machine à laver, coques de porte de réfrigérateur, supports de châssis de climatiseur et boîtiers de four à micro-ondes - dont les principaux critères de performance sont la rigidité structurelle, la résistance à la corrosion, l'apparence de la surface et l'ajustement dans un assemblage assemblé par des mains humaines avec des attaches mécaniques. Les tolérances dimensionnelles qui régissent ces pièces se situent généralement entre ±0,1 mm et ±0,3 mm pour les dimensions générales des profilés, et ±0,05 mm pour les emplacements critiques des trous et les interfaces des brides. Il s'agit d'exigences de précision significatives, mais elles reflètent les réalités d'assemblage de grands boîtiers en tôle où quelques dixièmes de millimètre de variation de position peuvent être absorbées par les trous de dégagement des fixations, les cordons de mastic ou la conformité inhérente des panneaux de tôle minces.
Matrices d'estampage électroniques , en revanche, produisent des pièces dont la précision dimensionnelle est directement couplée aux performances électriques, mécaniques ou électromagnétiques. Une borne de connecteur estampillée pour transporter 5 A de courant à travers une bande de bronze phosphoreux de 0,3 mm d'épaisseur doit maintenir une force de contact dans une plage définie avec précision : trop peu de force et la connexion devient résistive ou intermittente, trop et le connecteur homologue ne peut pas être inséré ou la borne se fatigue prématurément. Cette force de contact est déterminée par la géométrie du ressort du terminal, qui est définie par le rayon de courbure, l'angle et la longueur développée de la bande, le tout étant contrôlé avec des tolérances de ±0,01 mm à ±0,02 mm dans une matrice d'estampage électronique bien conçue. Une tôle de moteur emboutie en acier au silicium doit maintenir une tolérance de largeur de fente de ± 0,015 mm pour garantir que l'entrefer rotor-stator est uniforme sur toute la circonférence, car des entrefers non uniformes créent une traction magnétique déséquilibrée qui réduit l'efficacité et génère des vibrations. Il ne s’agit pas de marges d’ingénierie conservatrices : il s’agit des niveaux de précision minimaux auxquels l’appareil électronique fonctionne conformément à ses spécifications.
Comment l'échelle des pièces amplifie la demande de précision dans les matrices d'emboutissage électroniques
L'échelle est l'une des raisons les plus importantes – et les plus sous-estimées – pour lesquelles les matrices d'estampage électroniques nécessitent des tolérances absolues plus strictes que les matrices d'estampage pour appareils électroménagers. Un panneau de tambour de machine à laver peut mesurer 600 mm × 500 mm, et une tolérance de position de ±0,2 mm sur un trou de montage représente une précision relative de 1 pièce sur 3 000 par rapport à la plus grande dimension de la pièce. Une borne de connecteur USB-C peut mesurer 8 mm × 2 mm au total, et une tolérance de position de ±0,02 mm sur un faisceau de contact représente une précision relative de 1 partie sur 400 par rapport à la plus grande dimension de la pièce – près de huit fois plus étroite en termes relatifs et obtenue sur une pièce dont la surface est 75 fois plus petite. Le maintien de ce niveau de précision nécessite que chaque élément du système de matrice d'estampage électronique - l'acier de la matrice, les poteaux de guidage, le support de poinçon, la plaque de dévêtissage et la presse elle-même - fonctionne à un niveau qui serait inutile et peu économique pour les matrices d'estampage d'appareils électroménagers.
La tendance à la miniaturisation de l’électronique grand public n’a cessé d’intensifier ce défi au cours de la dernière décennie. Les pas de borne qui étaient de 2,54 mm (0,1 pouce) il y a vingt ans sont désormais généralement de 0,5 mm ou 0,4 mm dans les connecteurs à pas fin, et les caractéristiques estampées qui créent la géométrie de contact à ces pas (largeur du faisceau, largeur de fente, hauteur de gaufrage) doivent être contrôlées selon des tolérances qui représentent une fraction fixe de la taille de la caractéristique. À mesure que la taille des caractéristiques diminue, la tolérance absolue diminue proportionnellement, même si l'exigence de précision relative reste constante. C'est pourquoi l'investissement dans les matrices d'estampage électroniques a toujours exigé des coûts d'outillage plus élevés, des aciers de matrice plus fins et une métrologie plus rigoureuse que les matrices d'estampage pour appareils électroménagers du même millésime.
Différences de construction des matrices qui reflètent les exigences de tolérance
La construction physique des matrices d'estampage électronique reflète leurs exigences de tolérance plus strictes de plusieurs manières spécifiques et mesurables. Le tableau suivant compare les paramètres de construction clés entre les matrices d'estampage pour appareils électroménagers typiques et les matrices d'estampage électroniques pour les éléments de conception les plus sensibles aux tolérances.
| Élément de conception | Matrices d'estampage pour appareils ménagers | Matrices d'estampage électroniques |
| Espace entre le poinçon et la matrice (par côté) | 8 à 12 % de l'épaisseur du matériau | 3 à 6 % de l'épaisseur du matériau |
| Tolérance d'ajustement du poteau de guidage | H6/h5 (±0,008 mm) | H5/h4 (±0,003 mm) |
| Dureté de l'acier (sections de coupe) | 58–60 HRC (SKD11 typique) | 62–64 HRC (DC53, SKH51 typique) |
| Tolérance de position du poinçon | ±0,02 mm | ±0,005mm |
| Finition de surface sur les arêtes de coupe | Ra 0,4–0,8 µm | Ra 0,1–0,2 µm |
| Processus d'usinage primaire des plaquettes | Fraisage CNC | Rectification de coordonnées par électroérosion à fil |
| Intervalle de réaffûtage (typique) | 300 000 à 500 000 coups | 500 000 à 1 000 000 de coups (acier plus dur) |
L'ajustement plus serré des tiges de guidage dans les matrices d'estampage électroniques n'est pas simplement un choix technique conservateur : il contrôle directement la position latérale du poinçon par rapport à l'ouverture de la matrice au moment du contact avec le matériau. Pour un diamètre de poinçon de 0,4 mm masquant un trou dans une bande d'alliage de cuivre de 0,15 mm d'épaisseur, un déplacement latéral de 0,003 mm au niveau de la pointe du poinçon représente 2 % du diamètre du poinçon et 4 % de l'épaisseur du matériau. À ces échelles, l'inclinaison du poteau de guidage, qui serait totalement sans conséquence dans une matrice d'emboutissage d'appareil électroménager, devient la source dominante de variation de la hauteur des bavures et de risque de casse du poinçon.
Considérations matérielles qui resserrent la chaîne de tolérance
Les matrices d'estampage pour appareils électroménagers traitent le plus souvent l'acier laminé à froid, l'acier galvanisé et parfois des alliages d'aluminium dans des épaisseurs de 0,5 mm à 2,0 mm. Ces matériaux ont des propriétés mécaniques bien caractérisées et relativement cohérentes au sein d'un lot de chaleur, et leur comportement de retour élastique - bien que réel - est suffisamment prévisible pour être compensé dans la conception de la matrice à l'aide de techniques standard de pliage excessif ou de réamorçage. La tolérance d'épaisseur du matériau entrant pour l'acier laminé à froid commercial est généralement de ± 5 % de la valeur nominale, et comme les caractéristiques formées dans les pièces d'appareils électroménagers sont importantes par rapport à la variation d'épaisseur, cette variabilité se propage rarement en un problème dimensionnel significatif dans la pièce finie.
Les matrices d'estampage électroniques traitent le plus souvent les alliages de cuivre, le bronze phosphoreux, le cuivre-béryllium et l'acier laminé à froid de précision ou l'acier au silicium dans des épaisseurs de 0,05 mm à 0,5 mm. Les alliages de cuivre utilisés pour les terminaux électroniques sont généralement spécifiés avec des tolérances d'épaisseur de précision de ± 1 à 2 % plutôt que la norme de ± 5 % pour l'acier de construction, car la géométrie du ressort d'une borne de contact est si sensible à l'épaisseur qu'une variation d'épaisseur de 5 % produirait une dispersion inacceptable de la force de contact. Même dans le cadre de cette tolérance d'entrée plus stricte, la matrice doit être conçue pour s'adapter à toute la gamme, ce qui signifie que les rayons du poinçon de formage, les profondeurs de cavité et les tolérances de pliage doivent être calculés et vérifiés avec des données sur les propriétés des matériaux spécifiques à l'alliage et à l'état réels utilisés, et non avec des hypothèses génériques tirées d'un manuel de matériaux.
Exigences de la presse et contrôles environnementaux pour les matrices d'estampage électroniques
La précision des matrices d’emboutissage électronique dépend de la presse et de l’environnement dans lesquels elles fonctionnent. Les presses de précision à grande vitesse utilisées pour l'estampage des connecteurs et des bornes électroniques intègrent plusieurs fonctionnalités qui ne sont pas nécessaires pour les matrices d'estampage des appareils électroménagers fonctionnant à des vitesses plus faibles et avec des tolérances plus grossières. Ceux-ci incluent une protection contre les surcharges hydrauliques qui arrête la presse en une fraction de course si une charge anormale est détectée – protégeant les matrices avec des poinçons aussi fins que 0,3 mm de diamètre qui se briseraient en cas de problème d'alimentation – ainsi que des systèmes de compensation thermique qui ajustent la hauteur de fermeture de la presse pour tenir compte de la dilatation thermique du châssis de la presse pendant un cycle de production. Un châssis de presse en acier se dilatera d'environ 0,01 à 0,02 mm par degré Celsius d'augmentation de la température ; pour une matrice d'estampage d'appareil électroménager fonctionnant avec une tolérance de ± 0,1 mm, cela est insignifiant, mais pour une matrice d'estampage électronique fonctionnant avec une tolérance de ± 0,01 mm, une augmentation de la température du cadre de 10 °C introduit une erreur de hauteur de fermeture de 0,10 à 0,20 mm qui déplacera la profondeur de pénétration du poinçon et modifiera de manière mesurable la géométrie de l'élément formé.
Les salles de matrices à température contrôlée sont utilisées par les fabricants de matrices d'emboutissage électroniques de précision pour cette raison — non pas comme un luxe mais comme une nécessité pratique pour maintenir la stabilité dimensionnelle pendant la fabrication et la production des matrices. L'équipement de métrologie utilisé pour vérifier les composants électroniques des matrices d'emboutissage (jauges à air, systèmes de balayage laser et machines de mesure tridimensionnelle) doit également fonctionner dans des environnements à température contrôlée, car leur propre étalonnage est sensible aux mêmes effets thermiques qui déstabilisent les dimensions de la matrice.
Vérification et assurance qualité : une barre plus haute pour les matrices d'estampage électroniques
Les exigences d'inspection et de vérification des matrices d'estampage électroniques et de leurs pièces de sortie reflètent le régime de tolérance plus strict dans tous les aspects du processus qualité. Pour les matrices d'estampage des appareils électroménagers, l'inspection du premier article implique généralement la mesure manuelle des emplacements critiques des trous, des hauteurs de bride et des dimensions des profils à l'aide d'étriers, de jauges de hauteur et de jauges à bouchon go/no-go - une approche pratique et rentable pour les pièces où les dimensions critiques se comptent par dizaines et les tolérances sont de l'ordre de ± 0,1 mm. Pour les matrices d'estampage électronique, l'inspection du premier article nécessite régulièrement une mesure complète par CMM de chaque élément géométrique de contact, une vérification par comparateur optique des contours du poinçon et de la matrice, ainsi que des tests fonctionnels d'échantillons de pièces, tels que la mesure de la force de contact pour les bornes ou la mesure du flux magnétique pour les tôles, qui confirment que la géométrie estampée produit les performances fonctionnelles requises, et ne se contente pas de respecter le dessin dimensionnel.
- La hauteur des bavures sur les bords masqués des terminaux électroniques est mesurée au moyen d'une microscopie optique calibrée, vérifiant généralement que la hauteur maximale des bavures ne dépasse pas 10 % de l'épaisseur du matériau — une spécification qui nécessite une résolution de mesure de 0,003 à 0,010 mm, bien au-delà de la capacité des outils de mesure manuels utilisés pour les pièces d'appareils électroménagers.
- La coplanarité des surfaces de contact sur un bornier de connecteur multibroches est vérifiée à l'aide d'une profilométrie laser ou d'une cartographie de hauteur basée sur la vision plutôt que d'une comparaison manuelle de jauges de hauteur, car la tolérance est généralement de ± 0,015 mm sur une portée de 10 à 20 mm et l'incertitude de mesure requise doit être inférieure à 30 % de la tolérance, ce qui exige une capacité de mesure submicronique.
- Les cartes de contrôle de processus statistiques pour la production d'emboutissage électronique sont configurées avec des limites de contrôle fixées à ±2σ du processus plutôt qu'à ±3σ, plus courant, car le rapport entre la capacité du processus et la tolérance est intentionnellement maintenu étroit pour fournir un avertissement précoce de l'usure de la matrice avant que des pièces hors tolérance ne soient produites.
L'investissement requis pour concevoir, construire, vérifier et entretenir des matrices d'emboutissage électroniques à ce niveau de précision est nettement plus élevé que pour les matrices d'emboutissage d'appareils électroménagers - en termes de coût d'outillage, d'investissement en équipement et de main-d'œuvre qualifiée. Cet investissement est justifié par les conséquences fonctionnelles de la non-conformité dimensionnelle : une pièce d'appareil électroménager mal positionnée de 0,1 mm peut nécessiter un trou de dégagement légèrement surdimensionné, mais un terminal électronique mal positionné de 0,02 mm peut échouer au test de force d'insertion du connecteur d'accouplement, déclenchant un rejet complet du lot de production et un risque de fiabilité sur le terrain que ni le fabricant ni ses clients ne peuvent accepter.

Article précédent
Comment les aciers avancés à haute résistance changent-ils la fabrication de pièces d’emboutissage automobile ?
Article suivant
Comparaison des coûts : pièces d'emboutissage en métal et produits de pièces d'emboutissage en métal en 2026
Notre Produits.
Démarrez votre entreprise avec un fabricant OEM ici !
Fournir aux clients du monde entier des solutions complètes clé en main
à travers
innover !
LIENS RAPIDES
À PROPOS DE NOUS
INFORMATIONS DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
Droit d'auteur © Équipement Cie., Ltd de moule de Suzhou Shuangqisi. Tous droits réservés. Matrice d'estampage personnalisée Fabricants de matrices d'estampage en métal
