-
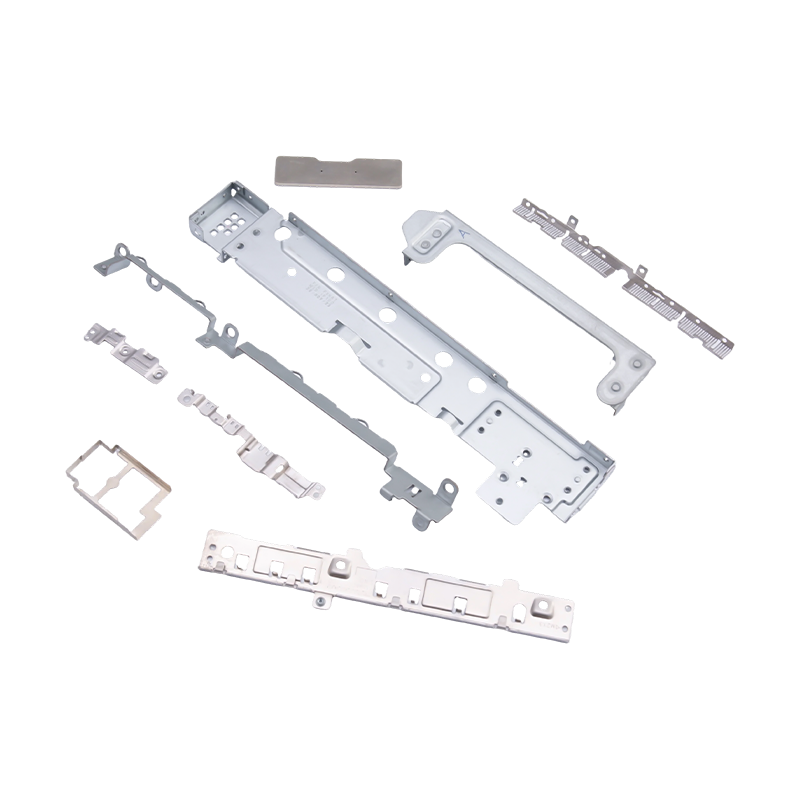
Petites pièces estampées pour ordinateurs portables et téléphones portables
En tant que composants internes essentiels de l...
-
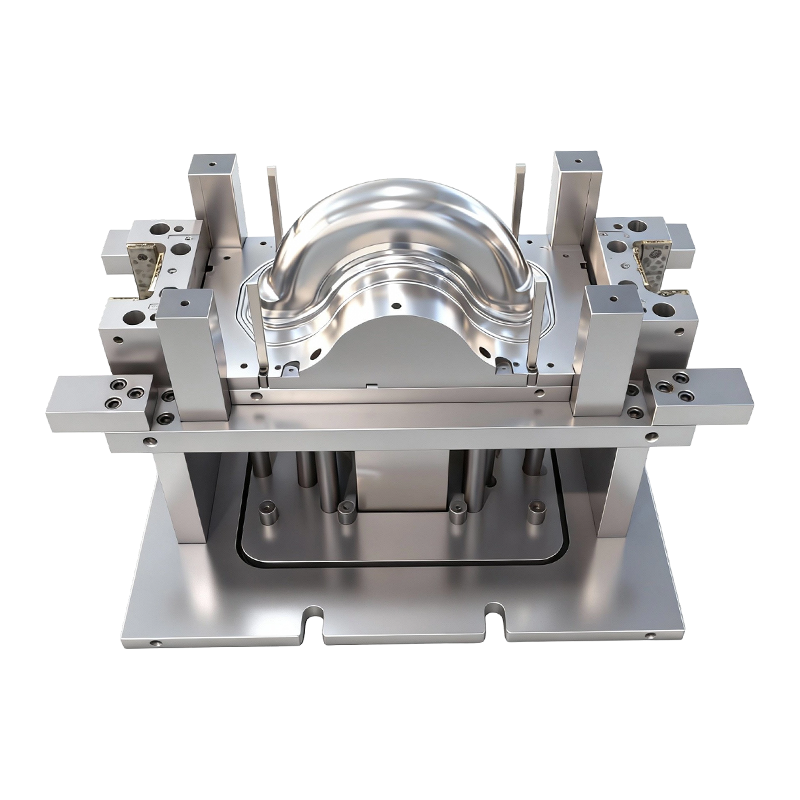
Moule d'emboutissage pour roues avant et arrière de véhicules électriques à deux roues
Ce moule d'emboutissage profond pour roues...
-
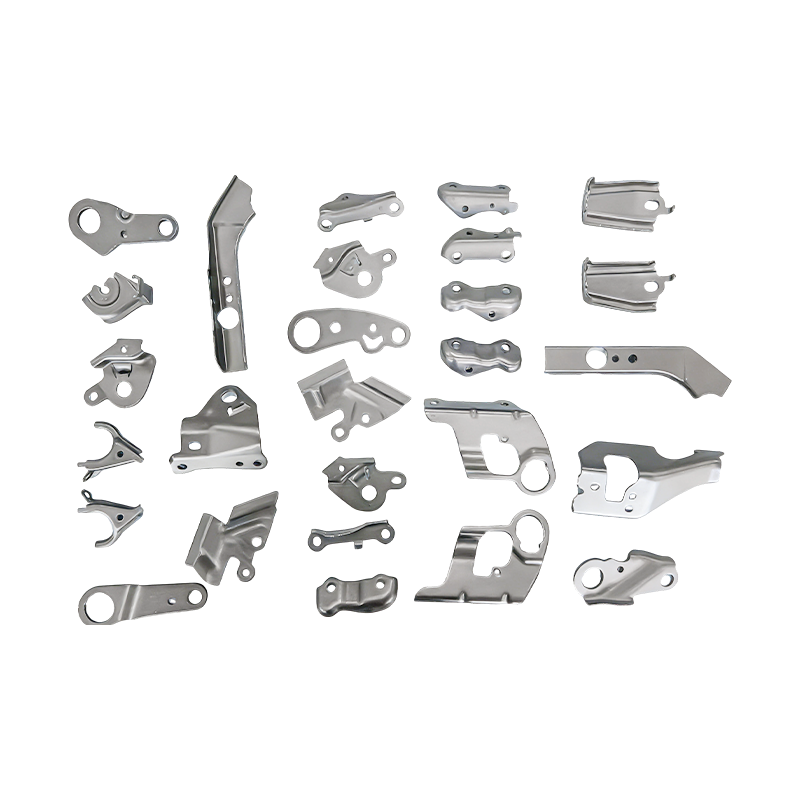
Pièces d'estampage progressif de petites pièces automobiles
Nos pièces d'estampage progressif pour pet...
-
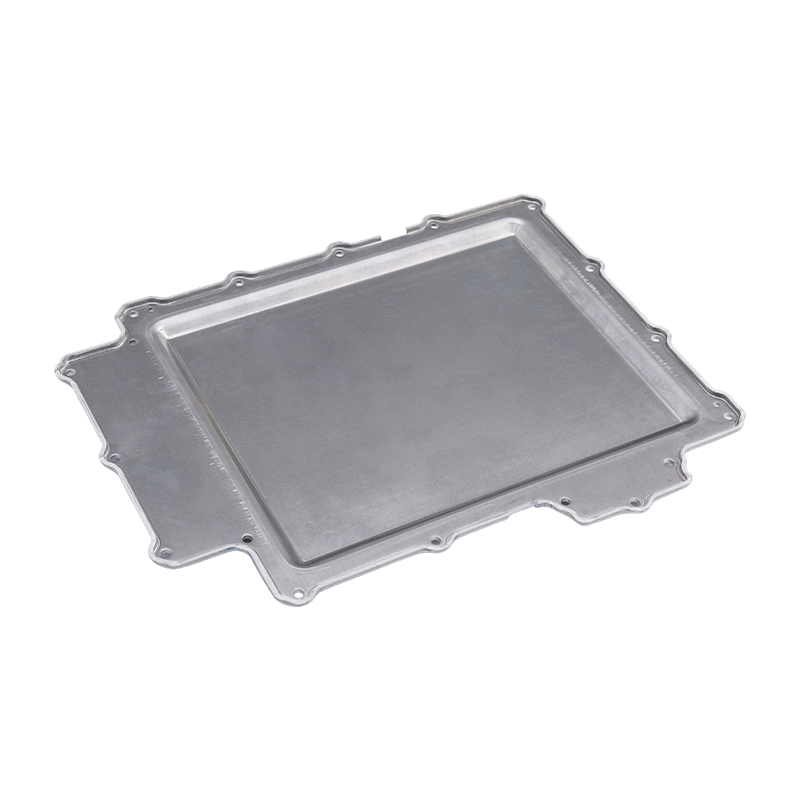
Pièces d'estampage du couvercle de la batterie
Nos pièces d'estampage de couvercle de bat...
-
Pièces d'estampage de barres omnibus en cuivre pour véhicules à énergie nouvelle
Les pièces d'estampage de barres omnibus e...
-
Moule de rivetage automatique pour grande base de machine informatique
Ce moule de rivetage automatique pour grande ba...
Nouvelles de l'industrie
Accueil / Actualités / Nouvelles de l'industrie / Quelle est la différence entre les matrices d'emboutissage progressives et par transfert ?
Quelle est la différence entre les matrices d'emboutissage progressives et par transfert ?
2026-02-25
Comment chaque type de matrice déplace le matériau dans la presse
La différence la plus fondamentale entre les matrices d'emboutissage progressives et par transfert réside dans la manière dont la pièce se déplace d'une station de formage à la suivante. Dans une filière progressive, l'ébauche reste attachée à la bande de bobine d'origine tout au long de la séquence de formage. La bande avance d'un pas fixe à chaque coup de presse, transportant les pièces partiellement formées à travers des stations successives - perçage, piquage, pliage, étirage - jusqu'à ce que la pièce finie soit découpée et libérée du squelette au poste final. La pièce n'est jamais physiquement séparée de la bande jusqu'à ce que le formage soit terminé, ce qui signifie que la bande elle-même sert de support et de référence de localisation pour chaque opération.
Transfert matrices d'estampage en métal fonctionnent selon un principe fondamentalement différent. Un flan est découpé dans la bobine ou la feuille au premier poste, puis déplacé comme une pièce libre et indépendante de poste en poste par un système de doigt de transfert mécanique ou servo-entraîné. La pièce n’étant plus reliée à une bande, elle peut être repositionnée, retournée ou réorientée entre les stations – mouvements géométriquement impossibles lorsque la pièce est toujours fixée à un support continu. Cette distinction dans la manière dont le matériau est manipulé est à l'origine de presque toutes les autres différences entre les deux types de matrices en termes de capacité, de coût et d'application.
Géométrie des pièces et complexité de formage
Les matrices d’emboutissage progressif des métaux conviennent mieux aux pièces relativement plates ou de profil peu profond. Étant donné que la pièce reste dans la bande, la hauteur totale de tout élément formé est limitée par la nécessité pour la bande de continuer à avancer proprement à travers la matrice sans que la géométrie formée n'encrasse les stations adjacentes ou la structure de la matrice elle-même. Pour les pièces avec une profondeur d'emboutissage modeste (supports, bornes, clips, tôles et quincaillerie à section mince), cette contrainte compte rarement et un outillage progressif est le choix naturel. La disposition des bandes peut souvent être conçue pour atteindre des taux d'utilisation des matériaux supérieurs à 75 %, et l'absence de mécanisme de transfert signifie moins de composants mécaniques et un système global plus simple.
Transfert metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Vitesse, débit et volume de production
Les matrices d’emboutissage progressif des métaux surpassent systématiquement les matrices de transfert en termes de coups par minute. Puisqu'il n'y a pas de mécanisme de transfert à synchroniser (pas de doigts pour étendre, saisir, déplacer et rétracter entre les courses), les matrices progressives peuvent fonctionner à des vitesses de 200 à 1 500 SPM en fonction de la complexité de la pièce et de la capacité de la presse. Pour la production de gros volumes de pièces petites à moyennes, mesurées en millions de pièces par an, cet avantage en termes de vitesse se traduit par un avantage décisif en matière de débit, difficile à égaler pour toute autre méthode d'emboutissage.
Transfert dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Comparaison du coût de l'outillage, de la maintenance et de la configuration
Les investissements en outillage et les coûts de maintenance continue diffèrent considérablement entre les deux types de matrices, et comprendre ces différences est essentiel pour prendre une décision d'approvisionnement judicieuse.
| Facteur | Matrices d'emboutissage progressives en métal | Transfert Metal Stamping Dies |
| Coût initial de l'outillage | Modéré à élevé | Élevé à très élevé |
| Temps de configuration par exécution | Plus court – jeu de matrices unique | Plus long — le système de transfert doit être chronométré et ajusté |
| Complexité de la maintenance | Modéré – affûtage des poinçons/matrices, usure pilote | Plus élevé : les doigts de transfert, les rails et le timing ajoutent des points d'usure |
| Flexibilité du changement de matrice | Limité — les stations sont interdépendantes | Plus élevé : les matrices de station individuelles peuvent être échangées indépendamment |
| Volume minimum viable | Élevé (amortit le coût par rapport au volume) | Moyen à élevé |
L'un des avantages en matière de maintenance des matrices d'emboutissage par transfert de métal par rapport aux outils progressifs est la possibilité d'entretenir ou de remplacer les matrices de stations individuelles sans reconstruire l'ensemble de l'outil. Étant donné que chaque matrice de station est une unité discrète, une station d'étirage usée peut être retirée et réaffûtée tandis que les autres restent sur la presse. Dans une matrice progressive, toutes les stations sont intégrées dans un seul ensemble composé, ce qui signifie que toute maintenance nécessitant le démontage de la matrice affecte l'ensemble de l'outil et l'ensemble du cycle de production.
Utilisation des matériaux et différences de taux de rebut
L'utilisation des matériaux est un autre domaine dans lequel les deux types de matrices divergent considérablement. Les matrices d'emboutissage progressives produisent un squelette de ferraille continu - la bande restante après le retrait des flans ou des pièces finies - qui doit être manipulé, haché et éliminé ou recyclé. En fonction de la géométrie de la pièce et de l'efficacité de la disposition des bandes, le squelette de ferraille peut représenter 20 à 40 % du poids total des bobines consommées. Des configurations de bandes sophistiquées avec des découpages en angle, des parties opposées entrelacées ou des configurations à plusieurs rangées peuvent réduire considérablement ce chiffre, mais le squelette est un sous-produit inévitable du traitement en bande.
Transfert metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Choisir le bon type de matrice pour votre application
Le choix entre les matrices d'emboutissage progressives et par transfert doit être motivé par une évaluation structurée des exigences en matière de pièces plutôt que par le seul coût. Les critères suivants fournissent un cadre de décision pratique :
- Géométrie de la pièce : Si la pièce peut être entièrement formée tout en restant plate dans une bande – toutes les caractéristiques accessibles par le haut ou par le bas sans repositionnement – un outillage progressif est approprié. Si la pièce nécessite un formage sur plusieurs faces, un emboutissage profond au-delà d'un rapport profondeur/diamètre d'environ 1:1, ou des opérations sur la face inférieure d'une bride, un outillage de transfert est nécessaire.
- Volume de production : Des volumes annuels très élevés (généralement supérieurs à 500 000 pièces par an pour les pièces de complexité moyenne) favorisent les matrices progressives car l'avantage de vitesse réduit considérablement le coût du temps de pressage par pièce. Les matrices de transfert sont plus économiques pour les volumes modérés où la géométrie des pièces rend impossible l'outillage progressif.
- Taille de la pièce : Les pièces de grand format (celles dépassant environ 400 mm dans n'importe quelle dimension) deviennent peu pratiques dans les matrices progressives car les exigences en matière de longueur de matrice et de largeur de bobine qui en résultent dépassent les capacités typiques de manipulation des presses et des bobines. Les lignes de transfert traitent les grandes pièces de manière plus pratique en utilisant des matrices de station individuelles dimensionnées en fonction de la pièce plutôt qu'un seul outil progressif allongé.
- Exigences de précision dimensionnelle : Les matrices progressives localisent la pièce via des broches pilotes engageant les trous dans la bande, tandis que les matrices de transfert localisent les flans individuels via les caractéristiques de la pièce ou l'outillage imbriqué à chaque station. Pour les pièces où la tolérance de position inter-fonctionnalités est inférieure à ±0,05 mm, la stratégie de localisation de chaque type de matrice doit être soigneusement évaluée par rapport à l'empilement de tolérances qu'elle générera.
- Flexibilité de conception future : Si la conception de la pièce doit changer au cours du cycle de vie du produit, l'outillage de transfert offre une plus grande adaptabilité puisque les matrices des stations individuelles peuvent être modifiées indépendamment. La modification d'une fonctionnalité dans une matrice progressive nécessite souvent la réingénierie simultanée de plusieurs stations interdépendantes.
En pratique, la décision est rarement prise de manière isolée. Un fabricant de matrices expérimenté évaluera ensemble le dessin de la pièce, la prévision du volume annuel, les ressources de presse disponibles et les exigences d'assemblage en aval avant de recommander une stratégie d'outillage. Les matrices d'emboutissage progressif et par transfert de métal représentent des technologies matures et bien comprises : la clé est d'adapter la bonne technologie aux exigences spécifiques de l'application plutôt que de recourir par défaut à l'approche la plus familière.

Article précédent
Comparaison des coûts : pièces d'emboutissage en métal et produits de pièces d'emboutissage en métal en 2026
Article suivant
L’industrie des matrices d’emboutissage automobile inaugure une nouvelle série de mises à niveau technologiques.
Notre Produits.
Démarrez votre entreprise avec un fabricant OEM ici !
Fournir aux clients du monde entier des solutions complètes clé en main
à travers
innover !
LIENS RAPIDES
À PROPOS DE NOUS
INFORMATIONS DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
Droit d'auteur © Équipement Cie., Ltd de moule de Suzhou Shuangqisi. Tous droits réservés. Matrice d'estampage personnalisée Fabricants de matrices d'estampage en métal
