-
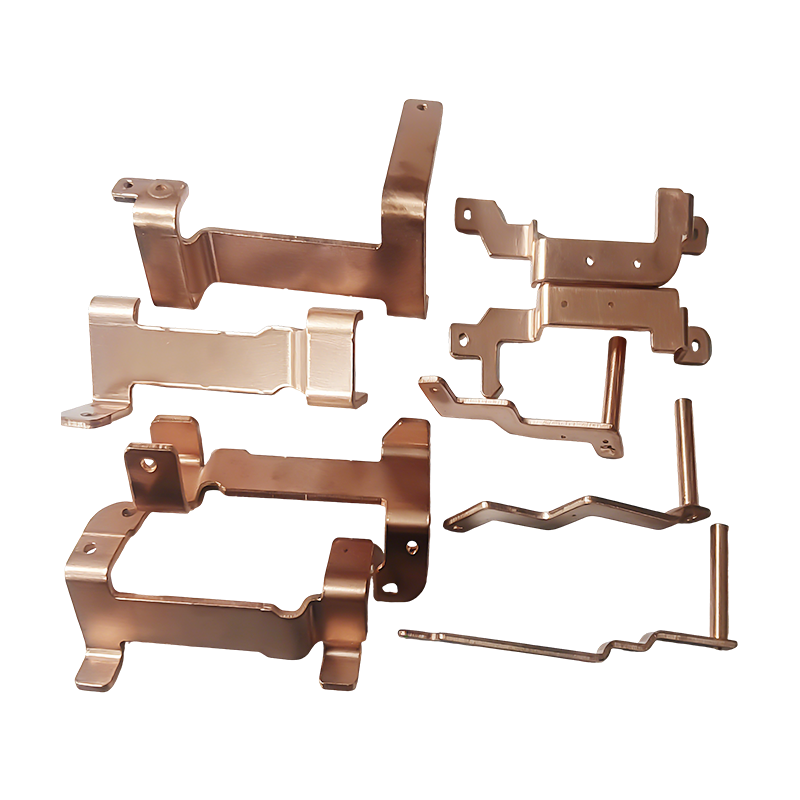
Pièces d'estampage de barres omnibus en cuivre pour véhicules à énergie nouvelle
Les pièces d'estampage de barres omnibus e...
-
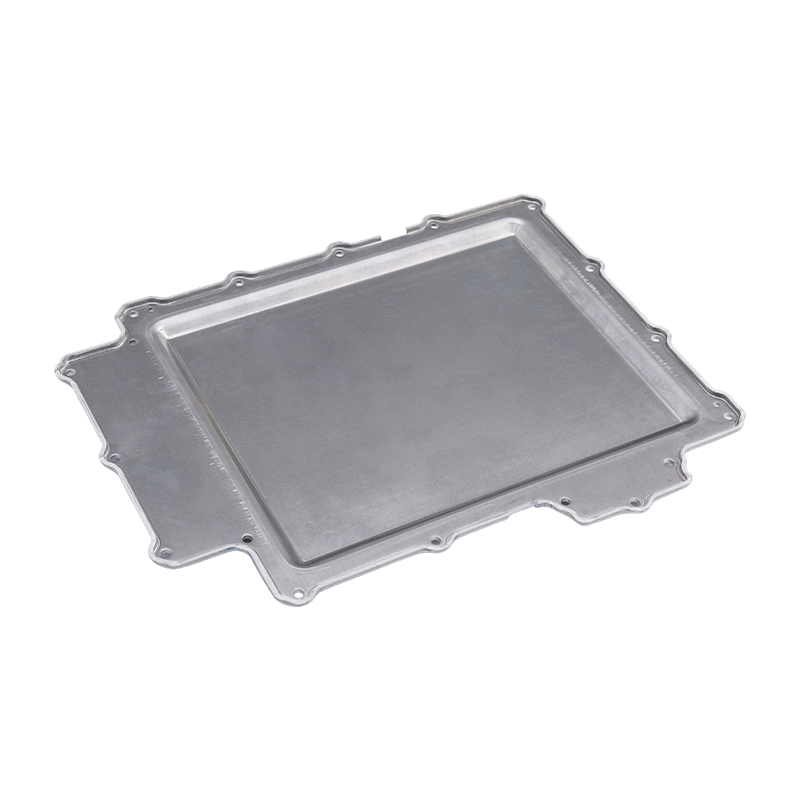
Pièces d'estampage du couvercle de la batterie
Nos pièces d'estampage de couvercle de bat...
-
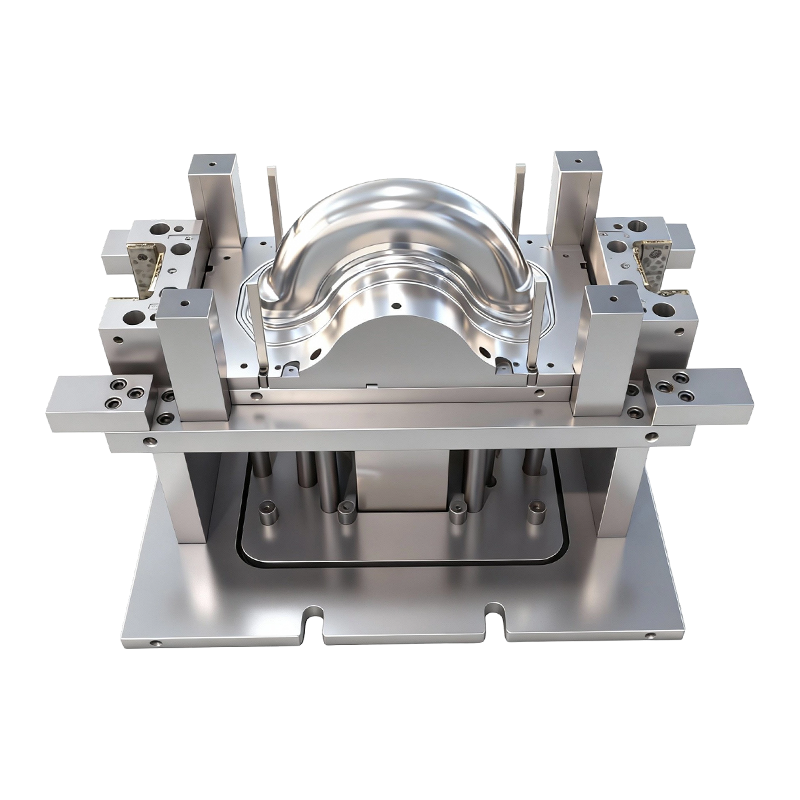
Moule d'emboutissage pour roues avant et arrière de véhicules électriques à deux roues
Ce moule d'emboutissage profond pour roues...
-
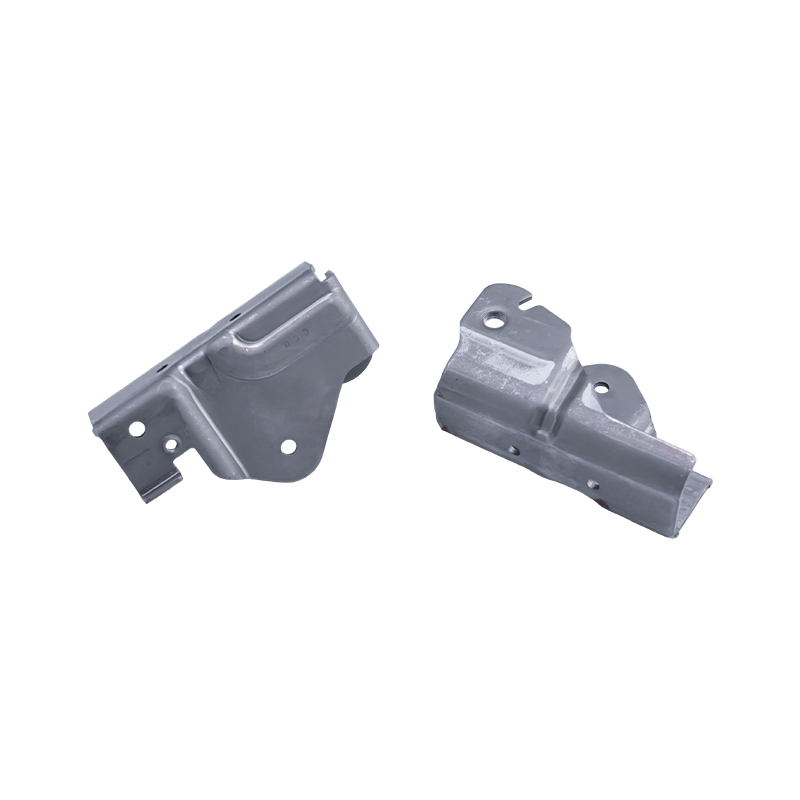
Pièces d'estampage de siège de voiture
Les pièces d'estampage de sièges d'au...
-
Pièces d'emboutissage d'extrémité de réservoir de gaz
Les pièces d'emboutissage d'extrémité...
-
Pièces d'estampage progressif de petites pièces automobiles
Nos pièces d'estampage progressif pour pet...
Nouvelles de l'industrie
Accueil / Actualités / Nouvelles de l'industrie / Pièces d'estampage de couvercle de batterie pour boîtiers de batteries de véhicules électriques et de stockage d'énergie
Pièces d'estampage de couvercle de batterie pour boîtiers de batteries de véhicules électriques et de stockage d'énergie
2026-06-16
Une batterie qui tombe en panne sur le terrain tombe rarement en panne à cause des cellules. Le plus souvent, la cause première est un couvercle qui n'est pas étanche, une bride qui ne s'aligne pas ou un bossage de montage qui s'est fissuré sous l'effet des vibrations. Les pièces d'estampage du couvercle de batterie constituent la première ligne de défense structurelle et environnementale pour chaque système de batterie de VE, industriel et de stockage d'énergie - et les normes de tolérance auxquelles elles doivent répondre se sont considérablement resserrées à mesure que les tensions des packs et les densités d'énergie ont augmenté.
Cet article couvre les matériaux, les processus, les exigences dimensionnelles et les options de personnalisation qui définissent une pièce d'estampage de couvercle de batterie prête à la production - et ce qu'il faut vérifier lors de la qualification d'un fournisseur.

Ce que font réellement les pièces d'estampage du couvercle de la batterie
Le couvercle d'un boîtier de batterie a trois tâches simultanées. Structurellement, il doit conserver sa géométrie sous les charges mécaniques de l'assemblage du véhicule, les vibrations de la route et les cycles thermiques sans se déformer ni transmettre de contraintes aux cellules situées en dessous. Sur le plan environnemental, il doit atteindre et maintenir une intégrité d’étanchéité IP67 ou IP68, ce qui signifie aucune pénétration de poussière et aucune pénétration d’eau en cas d’immersion prolongée. Sur le plan fonctionnel, il doit s'interfacer précisément avec le boîtier de la batterie, le connecteur haute tension et tous les canaux de refroidissement intégrés dans la conception du pack.
Répondre à ces trois exigences avec un seul composant estampé – plutôt qu’une alternative usinée ou moulée – est ce qui fait de l’emboutissage profond le processus privilégié pour la production de batteries en grand volume. L’estampage est efficace dimensions constantes et tolérances serrées (±0,01 mm – ±0,05 mm) à des cadences de production que le moulage et l'usinage ne peuvent égaler, tout en maintenant le coût par pièce suffisamment bas pour les chaînes d'approvisionnement OEM fonctionnant à grande échelle.
Sélection des matériaux : acier laminé à froid, alliage d'aluminium ou acier inoxydable
Le choix du matériau du substrat fixe le plafond de chaque mesure de performance que le revêtement peut atteindre : résistance à la corrosion, poids, formabilité, soudabilité et coût. Trois familles de matériaux dominent les applications des couvercles de batterie.
Acier laminé à froid offre une résistance élevée à la traction et une excellente formabilité à un faible coût des matières premières. C'est le choix standard pour les boîtiers de batteries industriels et les systèmes de stockage d'énergie où le poids est une préoccupation secondaire et la rigidité structurelle est la principale exigence. Les traitements de surface post-estampage – zingage, revêtement électronique ou revêtement en poudre – sont généralement appliqués pour atteindre les objectifs de résistance à la corrosion.
Alliages d'aluminium, notamment les nuances 3003 et 5052, sont le matériau dominant dans les couvercles de batterie de véhicules électriques, où le poids du paquet affecte directement l'autonomie du véhicule. L'alliage 3003 offre une bonne formabilité et une résistance modérée, ce qui le rend bien adapté aux géométries de couverture à faible étirage. L'alliage 5052 offre une résistance supérieure et une résistance supérieure à la corrosion, ce qui est préféré pour les couvercles exposés à la condensation, au liquide de refroidissement ou aux éclaboussures de la route. Les deux qualités s'emboutissent proprement et acceptent un revêtement d'anodisation ou de conversion pour une protection supplémentaire.
Acier inoxydable est spécifié pour les applications nécessitant une résistance inhérente à la corrosion sans traitement de surface supplémentaire : systèmes de stockage d'énergie stationnaires dans des environnements humides, blocs-batteries marins ou toute application où l'adhérence du revêtement ne peut pas être garantie pendant toute la durée de vie du produit. Son taux d'écrouissage plus élevé nécessite un outillage soigneusement conçu pour empêcher le retour élastique et maintenir la stabilité dimensionnelle après le formage.
Processus d'emboutissage profond et d'estampage avancés
La plupart des couvercles de batterie ne sont pas de simples flans plats. Ils intègrent des canaux d'étanchéité encastrés, des brides surélevées, des bossages intégrés et des contours complexes qui nécessitent des séquences d'estampage progressif ou par transfert en plusieurs étapes. L'emboutissage profond - tirer une feuille de métal plate pour lui donner une forme tridimensionnelle à l'aide d'un poinçon et d'une matrice - est l'opération principale, mais le composant fini passe généralement par des stations supplémentaires pour le détourage, le perçage, le poinçonnage et le bridage avant de quitter la presse.
Le contrôle du processus à chaque station détermine si la pièce finie respecte les tolérances. La pression du support de flan contrôle le flux du matériau et empêche le froissement ; une pression insuffisante permet à la bride de se déformer, tandis qu'une pression excessive provoque une déchirure au niveau du rayon d'étirage. La gestion de la lubrification affecte l'état de la surface — une finition de surface lisse de Ra ≤ 0,8 μm est réalisable sur les substrats en aluminium et en acier lorsque la géométrie de l'outillage et l'épaisseur du film lubrifiant sont correctement adaptées.
La tolérance zéro aux bavures est une exigence non négociable pour les couvercles de batterie. Une bavure sur une rainure d'étanchéité interrompt la surface de contact du joint et crée un chemin de fuite ; une bavure sur un bord interne peut migrer dans l'empilement de cellules. Pour obtenir des bords sans bavures de manière cohérente dans la production de masse, il faut un outillage maintenu à des jeux serrés (généralement 5 à 8 % de l'épaisseur du matériau pour l'acier, légèrement plus large pour l'aluminium) et des intervalles réguliers d'inspection des matrices calibrés en fonction du volume de production.
Performance d'étanchéité : exigences IP67 et IP68
IP67 exige que le boîtier résiste à une immersion dans jusqu'à un mètre d'eau pendant trente minutes sans pénétration. IP68 étend cela à une immersion continue à une profondeur convenue entre le fabricant et l'utilisateur final – généralement 1,5 m pendant 30 minutes dans les applications automobiles, bien que les constructeurs de véhicules électriques spécifient fréquemment des conditions plus exigeantes.
L'obtention de ces valeurs à partir d'un couvercle estampé dépend de trois facteurs : la planéité de la bride d'étanchéité, la finition de surface de la rainure ou du cordon qui entre en contact avec le joint et la cohérence dimensionnelle du modèle de trou de boulon qui comprime le joint. Un écart de planéité de la bride de même 0,1 mm sur une longue course d'étanchéité suffit à créer un espace dans lequel l'eau peut pénétrer sous pression. C'est pourquoi la tolérance dimensionnelle sur les éléments d'étanchéité est plus stricte que sur les éléments structurels – généralement ±0,01 mm sur la profondeur de rainure et la largeur du cordon d'étanchéité.
Notre pièces d'estampage de précision pour batteries automobiles et véhicules électriques sont fabriqués avec une géométrie de rainure d'étanchéité validée par rapport aux spécifications du fournisseur de joints avant la finalisation de l'outillage de production, éliminant ainsi les risques de compression et de fuite qui découlent des disparités entre la conception des dimensions nominales et les outils aux dimensions nominales.
Notre Battery Cover Stamping Parts: Specification Overview
Notre battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Les pièces présentent une finition de surface lisse (Ra ≤ 0,8 μm), avec une tolérance zéro aux bavures et aucune déformation, protégeant efficacement les noyaux de batterie de la poussière, de l'humidité et des impacts externes tout en atteignant l'intégrité d'étanchéité IP67/IP68. Ils prennent en charge une intégration transparente avec les boîtiers de batterie et peuvent être personnalisés avec des bossages de montage intégrés, des rainures d'étanchéité, des trous, des brides ou des structures de pliage en fonction des besoins d'installation spécifiques, y compris des dispositions pour les connecteurs haute tension et les interfaces de refroidissement.
Avec une excellente stabilité structurelle et résistance à la corrosion, ces pièces d’estampage pour batteries EV améliorent la sécurité et la durabilité globales des systèmes de batteries. Ils conviennent pour production de masse (500 000 – 10 millions de pièces/an) , garantissant une rentabilité et un approvisionnement fiable pour les OEM et les fabricants de batteries, soutenus par la certification de qualité IATF 16949.
Personnalisation : bossages, rainures, brides et interfaces fonctionnelles
Il n’existe pas deux modèles de blocs-batteries partageant une géométrie de couvercle identique. Les plates-formes EV diffèrent par le format des cellules (cylindrique, prismatique, en pochette), la disposition des modules, l'architecture de gestion thermique et le positionnement des connecteurs – et chaque variation se propage dans la conception du couvercle sous la forme d'une combinaison différente de fonctionnalités.
Les exigences de personnalisation les plus courantes se répartissent en cinq catégories. Patrons de montage — coussinets surélevés avec trous filetés ou de dégagement — localisez le couvercle sur le boîtier de la batterie et répartissez la charge de serrage loin de l'interface d'étanchéité. Rainures d'étanchéité doit être adapté en largeur, en profondeur et en rayon aux spécifications du joint ou du joint torique, avec des tolérances suffisamment serrées pour garantir le taux de compression spécifié sur toute la plage de production. Découpes et trous percés pour les connecteurs, les évents et les capteurs doivent être positionnés par rapport au périmètre d'étanchéité avec la même précision que les caractéristiques d'accouplement du couvercle sur le boîtier. Brides et structures de flexion ajoutez de la rigidité, créez des fonctions de localisation d'assemblage ou formez des points d'attache pour les modules adjacents. Interfaces de refroidissement — les évidements ou les passages qui relient le couvercle à un circuit de refroidissement liquide — nécessitent un contrôle dimensionnel particulièrement minutieux pour garantir une connexion sans fuite aux collecteurs de refroidissement.
Toutes ces caractéristiques sont réalisables grâce au processus d’emboutissage profond et d’estampage progressif. La condition préalable essentielle est que l'outillage soit conçu dès le départ en gardant à l'esprit les tolérances de production, et non les dimensions nominales, car une caractéristique géométriquement correcte sur un modèle 3D mais usinée à la valeur nominale sans marge de capacité de processus produira des rejets dès que les conditions de processus dérivent.
Notre capacités de conception de matrices d'emboutissage profond pour véhicules automobiles et électriques garantir que chaque fonctionnalité personnalisée est conçue pour la stabilité de la production dès le premier essai de matrice, réduisant ainsi les cycles d'itération entre l'approbation du prototype et le lancement de la production de masse.
Capacité de production de masse et assurance qualité
Les équipementiers de batteries et les fournisseurs de niveau 1 ont besoin de plus qu'une pièce qui passe avec succès une inspection par échantillon. Ils ont besoin d’une chaîne d’approvisionnement capable de livrer 500 000 à 10 millions de pièces ou plus par an avec une qualité constante, des délais de livraison prévisibles et un système de gestion de la qualité qui génère les données nécessaires pour prendre en charge les audits des clients et les soumissions réglementaires.
La certification IATF 16949 est la norme de qualité de base pour les chaînes d'approvisionnement automobiles. Il exige que le contrôle statistique des processus, l'analyse du système de mesure et les processus d'approbation des pièces de production soient en place et documentés, non seulement au lancement du fournisseur, mais en continu tout au long du cycle de production. Pour l'estampage des couvercles de batterie en particulier, cela signifie que les dimensions critiques concernant les caractéristiques d'étanchéité, la planéité des brides et la position des trous sont mesurées sur un plan d'échantillonnage défini pour chaque lot de production, avec des résultats suivis de tendance et examinés par rapport aux limites de contrôle.
Pour des volumes de production supérieurs à quelques centaines de milliers de pièces par an, l’automatisation de l’emboutissage devient essentielle pour maintenir la cohérence. La technologie des servopresses permet de contrôler la force et la position à chaque étape de la course, compensant ainsi la variation de l'épaisseur du matériau et l'usure de la matrice d'une manière que les presses mécaniques à vitesse fixe ne peuvent pas. Notre équipement d'automatisation d'emboutissage intègre le contrôle de la presse, la détection dans la matrice et l'inspection des pièces pour maintenir la stabilité dimensionnelle sur les longues séries de production sans augmenter l'intervention de l'opérateur.
La certification des matériaux entrants, les rapports d'inspection du premier article, les rapports de mesure dimensionnelle et la vérification de l'état de surface sont fournis en tant que documentation standard pour chaque commande de production, offrant ainsi aux équipes d'achat et de qualité les enregistrements de traçabilité nécessaires pour soutenir leurs propres engagements envers les clients.
Qualifier un fournisseur d'estampage de couvercle de batterie : ce qu'il faut vérifier
Le processus de qualification des fournisseurs pour les pièces d’estampage des couvercles de batterie doit aller au-delà d’un examen d’échantillons. Ce sont ces domaines qui déterminent si un fournisseur peut maintenir la qualité en volume, et pas seulement produire des échantillons acceptables.
Programme de possession et de maintenance des outillages. Confirmez à qui appartient l’outillage de production et quel est l’intervalle de maintenance des matrices. Un fournisseur qui retarde la maintenance pour maximiser la disponibilité de la presse finira par produire des pièces hors tolérances sans avertissement.
Capacité de mesure sur les caractéristiques d’étanchéité. Demandez les données R&R des jauges sur les mesures de planéité des rainures d'étanchéité et des brides. Un système de mesure présentant une variation de plus de 10 % par rapport à la bande de tolérance ne peut pas distinguer de manière fiable les pièces conformes des pièces non conformes.
Traçabilité des matériaux. L'aluminium et l'acier de qualité batterie doivent être traçables jusqu'au certificat de l'usine. Pour les chaînes d'approvisionnement certifiées par l'IATF, cela est obligatoire ; pour les applications non automobiles, c'est toujours le seul moyen de vérifier que le matériau répond à l'alliage et à l'état spécifiés.
Processus de transition du prototype à la production. Un fournisseur disposant d'un processus APQP (Advanced Product Quality Planning) identifié identifiera les défaillances potentielles du processus avant que les outils de production ne soient coupés, réduisant ainsi le risque de retard de lancement causé par un problème de conception pour la fabrication qui était visible sur le dessin mais n'a jamais été signalé.
Pour les constructeurs OEM de batteries et les fabricants évaluant leurs partenaires d'estampage, notre services de développement et de qualification d'estampages personnalisés sont structurés exactement autour de ces exigences - depuis l'examen DFM initial jusqu'à la soumission PPAP et jusqu'à la production à l'état stable.
Article précédent
Acier allié à haute dureté dans les matrices d'emboutissage
Article suivant
Pièces d'emboutissage en métal pour appareils électroménagers : matériaux, précision et solutions personnalisées
Notre Produits.
Démarrez votre entreprise avec un fabricant OEM ici !
Fournir aux clients du monde entier des solutions complètes clé en main
à travers
innover !
LIENS RAPIDES
À PROPOS DE NOUS
INFORMATIONS DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
Droit d'auteur © Équipement Cie., Ltd de moule de Suzhou Shuangqisi. Tous droits réservés. Matrice d'estampage personnalisée Fabricants de matrices d'estampage en métal
