-
Pièces d'estampage progressif de petites pièces automobiles
Nos pièces d'estampage progressif pour pet...
-
Pièces d'emboutissage au four haut de gamme
Nos pièces d'estampage pour four haut de g...
-
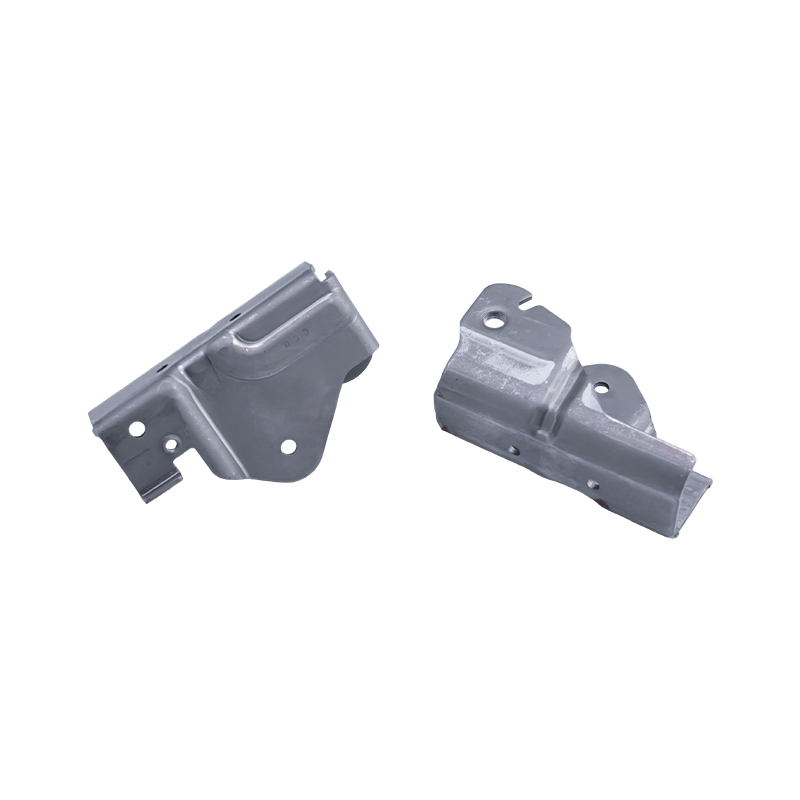
Pièces d'estampage de siège de voiture
Les pièces d'estampage de sièges d'au...
-
Pièces d'emboutissage d'extrémité de réservoir de gaz
Les pièces d'emboutissage d'extrémité...
-
Grandes pièces d'estampage informatique haut de gamme
Nos grandes pièces d'estampage pour ordina...
-

Pièces d'estampage de carter de moteur automobile
Les pièces d'estampage des carters de mote...
Nouvelles de l'industrie
Accueil / Actualités / Nouvelles de l'industrie / Pièces d'emboutissage de sièges automobiles : fabrication de haute précision, support de charge et sélection des matériaux
Pièces d'emboutissage de sièges automobiles : fabrication de haute précision, support de charge et sélection des matériaux
2026-06-04
Un panneau de porte de voiture doit être affleurant et avoir une belle apparence. L'emboutissage du cadre de siège doit faire beaucoup plus : il doit supporter le poids statique d'un occupant sur des centaines de milliers de cycles, absorber les forces dynamiques des freinages brusques et des routes cahoteuses, et maintenir sa géométrie avec suffisamment de précision pour que l'ancrage de la ceinture de sécurité, le mécanisme d'inclinaison et la glissière s'assemblent et fonctionnent correctement. Cette combinaison d'exigences structurelles, de fatigue et dimensionnelles rend pièces d'estampage de sièges automobiles parmi les composants les plus exigeants qu'une estampeuse métallique de précision produira - et un indicateur clair de la profondeur de l'ingénierie d'un fabricant.
Cet article examine les cinq dimensions techniques qui déterminent si l'emboutissage d'un cadre de siège fonctionne de manière fiable tout au long de la durée de vie du véhicule : exigences de tolérance, sélection des matériaux, précision de la matrice, performances de charge et compatibilité multi-véhicules.

Pourquoi les pièces d'emboutissage de sièges automobiles sont confrontées à des tolérances plus strictes que la plupart des composants de carrosserie
Les estampages des panneaux de carrosserie sont évalués principalement en fonction de l'apparence et de l'ajustement de la surface. Un espace trop large de 0,5 mm est visible ; un écart trop étroit de 0,3 mm crée une interférence au montage. Les deux sont inacceptables, mais ne constituent pas non plus un problème de sécurité. Les emboutis des cadres de siège fonctionnent selon un mode de défaillance fondamentalement différent : une erreur dimensionnelle dans un composant structurel se propage par une capacité de charge réduite, des interfaces critiques pour la sécurité mal alignées et des fissures de fatigue prématurées.
Considérez le support de montage du mécanisme d’inclinaison. Ses trous de boulons doivent être positionnés à quelques fractions de millimètre près pour garantir que le fauteuil inclinable engage uniformément ses dents de verrouillage sur tout l’arc de réglage. Une configuration de trous décalée crée une charge excentrique sur le mécanisme de verrouillage – pas immédiatement apparente, mais se dégradant progressivement au cours de la durée de vie du siège. La même logique s'applique aux points de fixation des glissières, qui doivent répartir la charge des occupants de manière symétrique sur les deux rails ; toute asymétrie concentre les contraintes sur une seule fixation et accélère l'usure ou la rupture par fatigue.
La norme de tolérance pour pièces d'estampage de sièges d'automobile fabriquées selon les normes de sécurité automobile est donc plus strict que les emboutissages généraux de la carrosserie - et appliqué non seulement lors de l'inspection du premier article mais aussi tout au long des cycles de production, car la variation entre les pièces en début et en fin de production affecte le débit de la chaîne d'assemblage et le temps d'ajustement en fin de ligne.
Acier à haute résistance ou alliage d'aluminium : choisir le bon matériau pour les emboutis du cadre de siège
La décision matérielle pour les emboutissages du cadre de siège n'est pas un choix unique appliqué à l'ensemble du siège : il s'agit d'une optimisation composant par composant qui équilibre les exigences de résistance, la complexité de formation, les objectifs de poids et le coût.
Acier à haute résistance reste le matériau dominant pour les composants structurels du cadre de siège. Les aciers avancés à haute résistance (AHSS) avec des résistances à la traction de 600 à 1 500 MPa fournissent la limite d'élasticité nécessaire aux supports de fauteuils inclinables, aux renforts d'assise de siège et aux cadres de dossier de siège pour résister à la charge de couple vers l'arrière de 530 Nm spécifiée dans les normes de sécurité des sièges automobiles sans déformation permanente. La rigidité élevée du matériau résiste également aux moments de flexion générés lorsque les charges des ceintures de sécurité sont transmises à travers le cadre du siège lors d'une collision frontale. Le compromis est que les aciers à haute résistance nécessitent un outillage plus performant - un tonnage de presse plus élevé, des matériaux de matrice de précision et une gestion minutieuse de la force du serre-flan - car leur ductilité réduite par rapport à l'acier doux laisse moins de marge pour les erreurs de formage avant que la fissuration ne se produise.
Alliage d'aluminium est de plus en plus spécifié pour les composants de sièges où la réduction du poids est la priorité, en particulier dans les véhicules électriques où l'efficacité de l'autonomie justifie le coût plus élevé des matériaux et de l'outillage. Les emboutissages du cadre de siège en aluminium peuvent réduire le poids des composants de 30 à 40 % par rapport aux équivalents en acier. Le défi est que la limite d'élasticité inférieure de l'aluminium nécessite généralement des sections plus épaisses ou un renforcement de conception pour obtenir des performances structurelles équivalentes, compensant ainsi partiellement l'avantage de poids. Son retour élastique plus important lors du formage nécessite également une compensation de matrice plus précise et un contrôle plus étroit du processus pour maintenir la précision dimensionnelle.
Dans la pratique, les ensembles de sièges combinent souvent les deux : de l'acier à haute résistance pour les chemins de charge principaux (cadre du dossier, support d'inclinaison, renfort d'ancrage de ceinture de sécurité) et un alliage d'aluminium pour les structures secondaires où la réduction de poids présente un avantage évident et les charges de pointe sont inférieures (éléments latéraux de coussin, supports de guidage d'appui-tête).
Comment les matrices d'estampage de haute précision déterminent la capacité de charge
Les propriétés mécaniques d'une pièce de cadre de siège estampée sont déterminées en partie par la matière première et en partie par le processus d'estampage lui-même. Une matrice qui produit une épaisseur de paroi incohérente (en raison d'une force de serrage inégale, de rayons de poinçon usés ou d'un jeu imprécis entre le poinçon et la matrice) crée un amincissement local de la pièce emboutie. Ces zones minces deviennent des concentrations de contraintes : les premiers endroits à céder sous surcharge statique et les sites d'initiation des fissures de fatigue sous chargement cyclique.
C'est le lien mécanique direct entre précision de la matrice et capacité de charge d'estampage du siège . Une matrice usinée avec une précision de 0,002 mm sur ses surfaces de formage critiques produit des pièces avec une épaisseur de paroi constante sur toute la profondeur d'emboutissage. La charge des occupants est répartie uniformément sur la section, les contraintes de travail restent bien en dessous de la limite de fatigue du matériau et la pièce atteint son objectif de durée de vie nominale. Une matrice avec des rayons usés ou imprécisement usinés produit des pièces où l'amincissement est concentré, les contraintes locales sont élevées et la durée de vie en fatigue est réduite - souvent sans aucune non-conformité dimensionnelle détectable par une inspection de routine.
La qualité des bords a la même importance. Les bavures et les microfissures sur les bords perforés provenant d'outils émoussés ou mal ajustés agissent comme des sites d'initiation de fissures. Sous les charges cycliques d'une conduite normale (vibrations de la route, cycles de réglage des sièges, entrée et sortie des passagers), ces défauts de bord se propagent dans des fissures de fatigue dans le matériau de base. Les bords de cisaillement lisses et bien soutenus produits par un outillage de précision éliminent ce mode de défaillance.
Pour Matrices d'emboutissage profond pour véhicules automobiles et électriques pour composants de cadres de sièges , la qualité de conception et de fabrication de l’outillage n’est donc pas dissociable de la performance structurelle des pièces qu’il réalise.
Performances de charge statique et dynamique : à quoi les pièces d'emboutissage de siège doivent résister
Les emboutis du cadre de siège supportent trois catégories distinctes de charges, chacune ayant des implications différentes pour la conception et les spécifications des matériaux.
Charges statiques représentent le poids soutenu de l'occupant - généralement 75 à 100 kg pour un seul occupant, agissant en continu à travers le coussin et le dossier du siège. Ces charges déterminent la section transversale minimale et la limite d'élasticité du matériau requises pour empêcher une déformation permanente lors d'une utilisation normale. Les performances en charge statique sont simples à tester et à vérifier, et la plupart des défaillances d'emboutissage du siège attribuées à une « surcharge statique » sont en réalité des défaillances par fatigue qui se sont accélérées pendant un certain temps avant qu'une déformation visible n'apparaisse.
Charges dynamiques résultent de l'accélération du véhicule, du freinage, des virages et des irrégularités de la chaussée. Lors d'un freinage brusque avec une décélération de 1 g, l'inertie vers l'avant d'un occupant de 75 kg génère environ 750 N de charge à travers le dossier du siège et dans le mécanisme d'inclinaison et les estampages du cadre du dossier. Sur des surfaces routières accidentées, des accélérations verticales de 2 à 3 g sont possibles, faisant fonctionner le cadre du siège à des fréquences de 1 à 20 Hz pendant des milliers d'heures au cours de la durée de vie du véhicule. La résistance aux vibrations – la capacité de la structure emboutie à conserver sa géométrie et ses propriétés mécaniques sous cette charge cyclique – est une dimension de performance qui est souvent sous-estimée lors des revues de conception initiales, mais qui devient visible lors des tests de durabilité à long terme.
Charges de crash représentent la situation la plus défavorable. Lors d'une collision frontale à 50 km/h avec la ceinture de sécurité chargée, le cadre du siège doit transmettre l'énergie cinétique de l'occupant dans la structure du véhicule sans se fracturer ni permettre un déplacement du siège qui pourrait blesser l'occupant. Ces charges sont d'un ordre de grandeur supérieur aux charges de conduite dynamique, et les pièces estampées de l'ancrage de la ceinture de sécurité, du cadre arrière et du mécanisme de verrouillage de la glissière se trouvent toutes dans le chemin de charge principal.
Répondre simultanément aux trois catégories de charges nécessite que le processus d'emboutissage fournisse à la fois une précision dimensionnelle et des propriétés mécaniques constantes. C'est pourquoi la traçabilité des matériaux et la surveillance de l'épaisseur en cours de processus sont des exigences standard dans les chaînes d'approvisionnement de composants de sièges automobiles.
Compatibilité multi-véhicules et exigences de précision dimensionnelle OEM
Un fournisseur d’emboutissage monoplace dessert rarement une seule plate-forme de véhicule. Les clients OEM et les fabricants de sièges de niveau 1 s'approvisionnent en composants estampés qui doivent s'adapter à plusieurs gammes de véhicules, souvent avec des enveloppes dimensionnelles, des configurations de montage et des exigences de charge de sécurité différentes. La gestion de cette complexité multiplateforme sans prolifération des coûts d'outillage est l'une des compétences de base qui séparent les fournisseurs d'emboutissage compétents des transformateurs de produits de base.
La base de la compatibilité multi-véhicules est la précision dimensionnelle au niveau des caractéristiques individuelles, et pas seulement la géométrie globale de la pièce. Des tolérances de position des trous de ± 0,15 mm ou plus sur les caractéristiques de montage et de positionnement garantissent que la même pièce estampée s'assemble correctement dans différentes architectures de cadre de siège sans nécessiter de réglage manuel ou de retouche. Ce niveau de précision n'est réalisable que lorsque la matrice est conçue avec des références de référence appropriées, usinée selon des tolérances de caractéristiques strictes et validée par une inspection complète du premier article par rapport au modèle CAO du client avant le lancement de la production.
La conception de matrices personnalisées ne constitue pas un coût supplémentaire dans ce contexte : c'est le mécanisme par lequel la précision dimensionnelle et la compatibilité multi-véhicules sont obtenues. Une matrice conçue spécifiquement pour la géométrie d'une pièce, avec des positions et des jeux adaptés aux exigences de formage de la pièce, produira systématiquement des pièces qui s'assemblent correctement. Une matrice générique ou modifiée nécessitera un tri, un calage ou un ajustement continu pour maintenir une sortie dimensionnelle acceptable.
Le gamme complète de pièces d'emboutissage automobile chez SQS est produit à partir de matrices conçues et fabriquées en interne, garantissant que les exigences dimensionnelles de la plate-forme de véhicule de chaque client sont intégrées dans l'outillage dès le départ plutôt que compensées en production.
L'avantage intégré de SQS en matière de fabrication de matrices et de pièces pour l'emboutissage de sièges
Le conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd. exploite les deux fonctions sous un même toit. La même équipe d’ingénieurs qui conçoit la matrice d’estampage d’un composant du cadre de siège exploite également la presse qui produit les pièces. Lorsqu'une dérive dimensionnelle apparaît en production – comme ce sera le cas au cours de la durée de vie d'une matrice en raison de l'usure progressive – la réponse est une correction éclairée de la matrice plutôt qu'une solution de contournement du processus. Le résultat est une qualité de pièce plus constante tout au long du cycle de production et un cheminement plus rapide vers la cause première lorsque des non-conformités surviennent.
L'infrastructure de fabrication de SQS prend en charge cette intégration au niveau de précision requis par l'emboutissage des sièges automobiles. Les machines d'électroérosion à fil provenant du Japon atteignent une précision d'usinage de 0,002 mm maximum sur les caractéristiques de la matrice, garantissant ainsi que les surfaces de formage qui déterminent l'épaisseur de la paroi, la qualité des bords et la position du trou sont maintenues selon les tolérances requises par la conception de la pièce. Un parc de presses allant de 80 à 400 tonnes couvre toute la gamme de géométries d'emboutissage des cadres de sièges, depuis les petits composants de support jusqu'aux structures de cadre de dossier complet. Avec plus de 15 ans d'expérience au service des clients OEM et des fournisseurs automobiles de premier rang, et une équipe de 60 techniciens dédiés à la conception, à la fabrication et à l'assurance qualité des matrices, SQS offre la profondeur d'ingénierie qu'exigent les programmes d'emboutissage de cadres de sièges.
Pour OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Article précédent
Pièces d'emboutissage en métal pour appareils électroménagers : matériaux, précision et solutions personnalisées
Article suivant
Conception de matrices d'emboutissage profond : guide de poinçonnage, de matrice, de jeu et de réduction en plusieurs étapes
Notre Produits.
Démarrez votre entreprise avec un fabricant OEM ici !
Fournir aux clients du monde entier des solutions complètes clé en main
à travers
innover !
LIENS RAPIDES
À PROPOS DE NOUS
INFORMATIONS DE CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
No. 118 Yexin Road, zone de développement économique de Wujiang, Suzhou, Chine
Droit d'auteur © Équipement Cie., Ltd de moule de Suzhou Shuangqisi. Tous droits réservés. Matrice d'estampage personnalisée Fabricants de matrices d'estampage en métal
